Grzegorz Kamiński: Serce fabryki podzespołów półprzewodnikowych – cleanroom
Na temat fabryki podzespołów półprzewodnikowych pisałem już w kilku poprzednich artykułach. Dla przypomnienia – fabryki podzespołów półprzewodnikowych są generalnie podzielone na dwa rodzaje, czasami są one w jednej lokalizacji, ale częściej w dwóch różnych miejscach. Są to zakłady typu front-end i back-end:
- Front-end to część produkcji podzespołu półprzewodnikowego obejmująca cały proces wytworzenia chipu / struktury półprzewodnikowej.
- Back-end to część produkcji podzespołu półprzewodnikowego obejmująca proces montażu pojedynczego chipu w obudowę i testowanie końcowe gotowego podzespołu. Ten etap zawiera także cięcie całej płytki półprzewodnikowej na pojedyncze chipy.
Pomieszczenia, gdzie wykonuje się procesy technologiczne to tzw. cleanroomy. Po polsku poprawnie byłoby napisać, że są to pomieszczenia czyste, ale to określenie nie do końca oddaje sens tego, czym jest cleanroom, dlatego w dalszej części artykułu będę używał tego przyjętego już dość powszechnie sformułowania.

Grzegorz Kamiński
Czym jest cleanroom?
Nie jest moim celem opisanie konstrukcji cleanroomu. To mogą zrobić specjaliści od projektowania i budowy takich pomieszczeń produkcyjnych. W Polsce również są takie firmy, ponieważ cleanroomów używa się nie tylko w przemyśle półprzewodnikowym, ale także w przemysłach biotechnologicznym, farmaceutycznym, kosmicznym itp. Dla każdego z nich wymagania dotyczące cleanroomów są inne. Często używa się stwierdzenia, że w cleanroomie jest czyściej niż na szpitalnej sali operacyjnej. Istnieją sale operacyjne wymagające specjalnie czystych warunków, ale generalnie to porównanie nie ma sensu. Często sala szpitalna jest wykonana jak normalne pomieszczenie, a że powinno tam być czysto z punktu widzenia bakteriologicznego to jest oczywiste. Cleanroom w przemyśle półprzewodnikowym ma całkiem inne zadanie.
Celem każdego cleanroomu w przemyśle półprzewodnikowym jest kontrola środowiska produkcyjnego poprzez ograniczenie obecności cząstek submikronowych i modyfikację nieodpowiednich warunków środowiskowych. Poziom, do którego kontrolowane jest środowisko, jest tym, co odróżnia jeden cleanroom od drugiego. Na przykład cleanroom klasy 10 ma maksymalnie 10 cząstek o wielkości 0,5 mikrona na stopę sześcienną powietrza, podczas gdy cleanroom klasy 10 000 ma 10 000 cząstek o wielkości 0,5 mikrona na stopę sześcienną powietrza. Ten pierwszy stosuje się w zakładach typu front-end, a ten drugi częściej jest spotykany w przypadku zakładów typu back-end.
Współczesne technologie półprzewodnikowe są opisywane jako technologie nanometrowe, co oznacza że wykonywane operacje polegają, między innymi, na przenoszeniu wzoru z maski o bardzo małych rozmiarach na płytkę np. krzemową, gdzie rozmiary wzorów mają rozmiary submikronowe wyrażane w nanometrach. Każde zanieczyszczenie które dostanie się na płytkę półprzewodnikową może spowodować defekt wzoru, a co za tym idzie, uszkodzenie wytwarzanego chipu. W przypadku montażu elektroniki, np. błąd lutowania może być wykryty na testach końcowych i naprawiony. W przypadku chipu jego defekt nie może być naprawiony, a wykryty w testach wadliwy chip jest już bezużyteczny.
Ilość dobrych chipów na testach z danej płytki półprzewodnikowej, w stosunku do wszystkich chipów na tej płytce półprzewodnikowej, nazywany jest uzyskiem. Jest oczywiste, że aby osiągnąć dobre wyniki ekonomiczne produkcji podzespołów półprzewodnikowych, uzysk powinien być jak największy i jak najbliższy 100%. Niestety, w praktyce produkcyjnej jest to niemożliwe, ale cleanroom umożliwia osiągnięcie uzysku na poziomie, który zapewnia rentowność ekonomiczną produkcji podzespołów półprzewodnikowych. Produkcja podzespołów półprzewodnikowych, chipów na poziomie submikronowym, wymaga stosowania cleanroomów. Co może zanieczyścić chip w produkcji i jak małe są to rozmiary, przedstawia ilustracja poniżej:
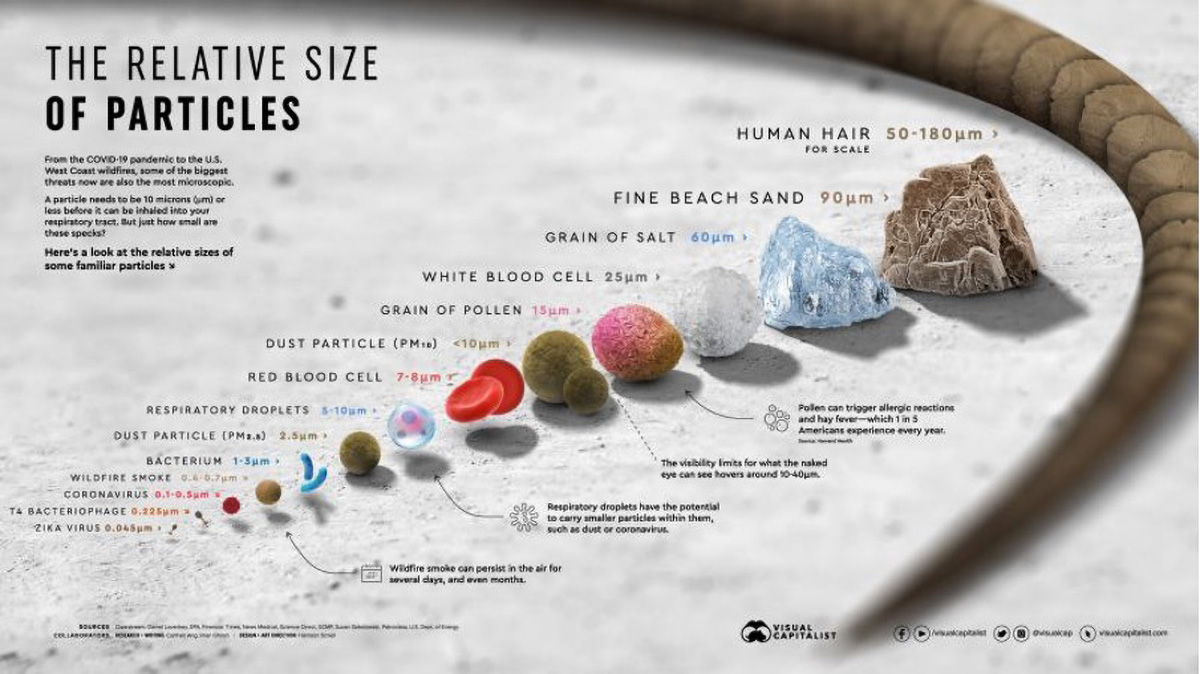
Względny rozmiar zanieczyszczeń które mogą mieć wpływ na uzysk przy produkcji chipów (źródło: portal Visual Capitalist)
Podstawowe konfiguracje cleanroomów stosowane w produkcji chipów
Wyróżniamy dwie podstawowe konfiguracje claenroomów stosowanych przy produkcji podzespołów półprzewodnikowych:
- układ zatokowy (ang. bay configuration)
- sala balowa (ang. ballroom)
Rysunki poniżej przedstawiają obie konfiguracje stosowane w przemyśle półprzewodnikowym.
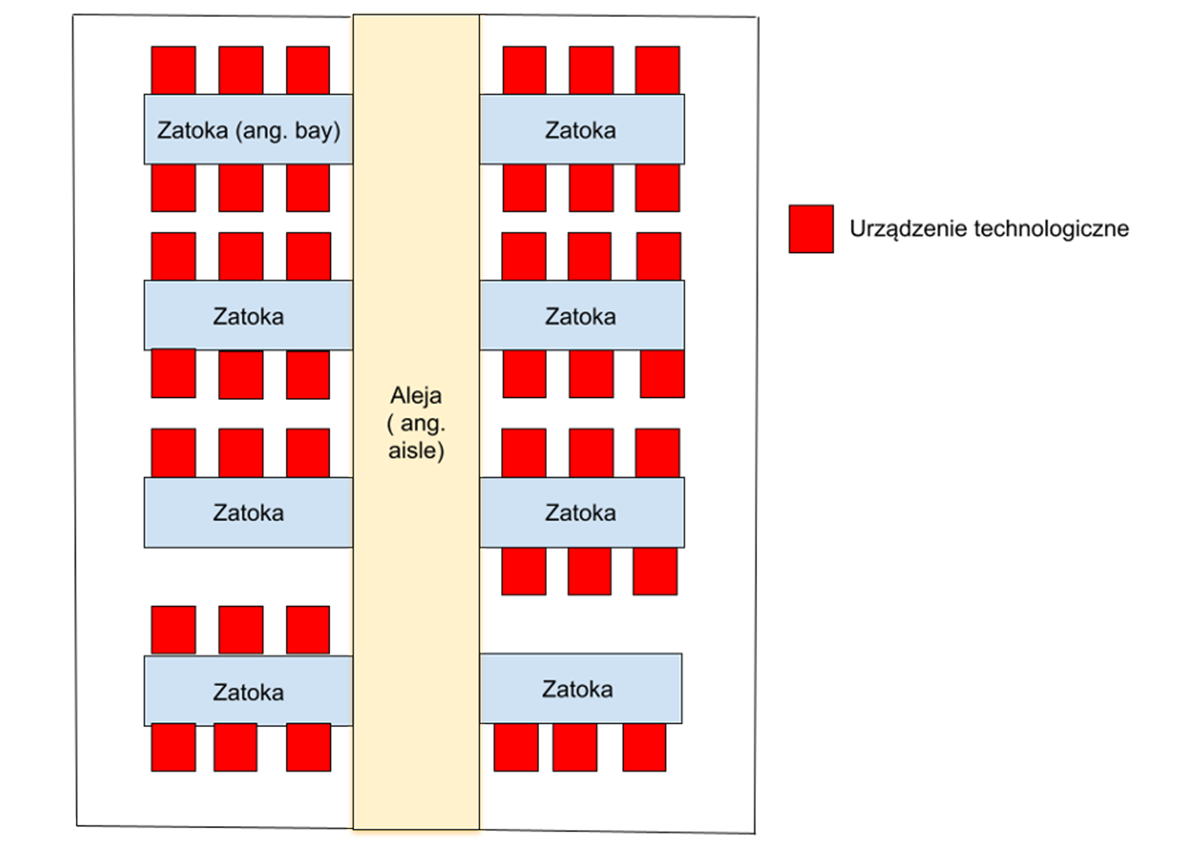
Konfiguracja zatokowa cleanroomu stosowana w przemyśle półprzewodnikowym

Cleanroom w konfiguracji zatokowej
Ponieważ cleanroom – jako powierzchnia produkcyjna – jest drogi, zarówno w budowie, jak i w eksploatacji, zwykle stosuje się jego zatokową konfigurację. Powierzchnia, gdzie wymagana jest bardzo wysoka klasa czystości, jest w tym przypadku znacznie mniejsza, niż w przypadku konfiguracji jako sala balowa. Znaczna część urządzeń technologicznych może znajdować się poza właściwym cleanroomem, a dokładniej w cleanroomie o niższej klasie czystości. Dzięki temu koszt – szczególnie eksploatacji takiego cleanroomu – jest mniejszy.
Po co nam w takim razie cleanroom w konfiguracji sali balowej? Do cleanroomu w konfiguracji zatokowej już na etapie projektowania musi być określone przeznaczenie fabryki i typy maszyn technologicznych. Konfiguracja sali balowej pozwala na zdefiniowanie wyposażenia cleanroomu w kolejnym etapie. W taki sposób budowane są te pomieszczenia na potrzeby uczelni, instytutów naukowych czy linii prototypowych lub małoseryjnych. Często w czasie powstawania cleanroomu nie ma jeszcze zdefiniowanych technologii które będą tam stosowane. Mogą być one dopiero opracowywane. Przykładem takiego cleanroomu są pomieszczenia w CEZAMAT PW w Warszawie, gdzie można swobodnie dobierać urządzenia technologiczne, często unikatowe, niezbędne w badaniach naukowych czy przy opracowywaniu nowych technologii.

Cleanroom w CEZAMAT PW, w układzie sali balowej, jeszcze nie wypełniony w pełni urządzeniami technologicznymi
Klasy cleanroomów
Często słyszy się o tak zwanych klasach cleanroomów, np. ISO 4 czy klasa 10. Postaram się wyjaśnić, jakie są podstawowe parametry claenroomów, ale na wstępie zanim, do tego przejdę, chciałbym podkreślić, że każdy cleanroom, oprócz swoje klasy czystości, jest także pomieszczeniem klimatyzowanym, gdzie stałość warunków klimatycznych, takich jak temperatura czy wilgotność jest niezwykle istotna dla powtarzalności procesów technologicznych wykonywanych przy produkcji podzespołów półprzewodnikowych. Ponieważ wymiary wytwarzanych elementów są na poziomie submikrometrowym, to równie istotne są drgania przenoszone na elementy cleanroomu i urządzenia. Dlatego cleanroom, np. w CEZAMAT PW, jest oddzielony dylatacją od zewnętrznej części budynku, co umożliwiająca wyciszanie drgań wynikających działania systemów klimatyzacyjnych czy pobliskiego lotniska. Można powiedzieć, że jest to budynek w budynku, gdzie ten wewnętrzny jest izolowany od drgań generowanych w świecie zewnętrznym.
Przejdźmy teraz do definicji klasy czystości cleanroomów. Stare definicje, ciągle bardzo popularne, mówiły o klasie 10, 100, czy 1000. W przypadku klasy 10 występuje maksymalnie 10 cząstek o wielkości >= 0,5 mikrona na stopę sześcienną powietrza. Ta definicja pochodzi od amerykańskiej normy FS209e. Obecnie używa się nowej normy ISO16644, gdzie klasa ISO 4, odpowiadająca mniej więcej klasie 10 oznacza, że w 1 metrze sześciennym nie może być więcej niż 10 000 cząstek o wymiarze >= 0,1 mikrometra. Łatwo się domyśleć że np. klasa ISO5 ma dopuszczalne 100 000 cząstek >=0,1 mikrometra w jednym metrze sześciennym, a klasa ISO3 tylko 1000. Porównanie klas cleanroomów i ilość cząstek przedstawia tabela poniżej.
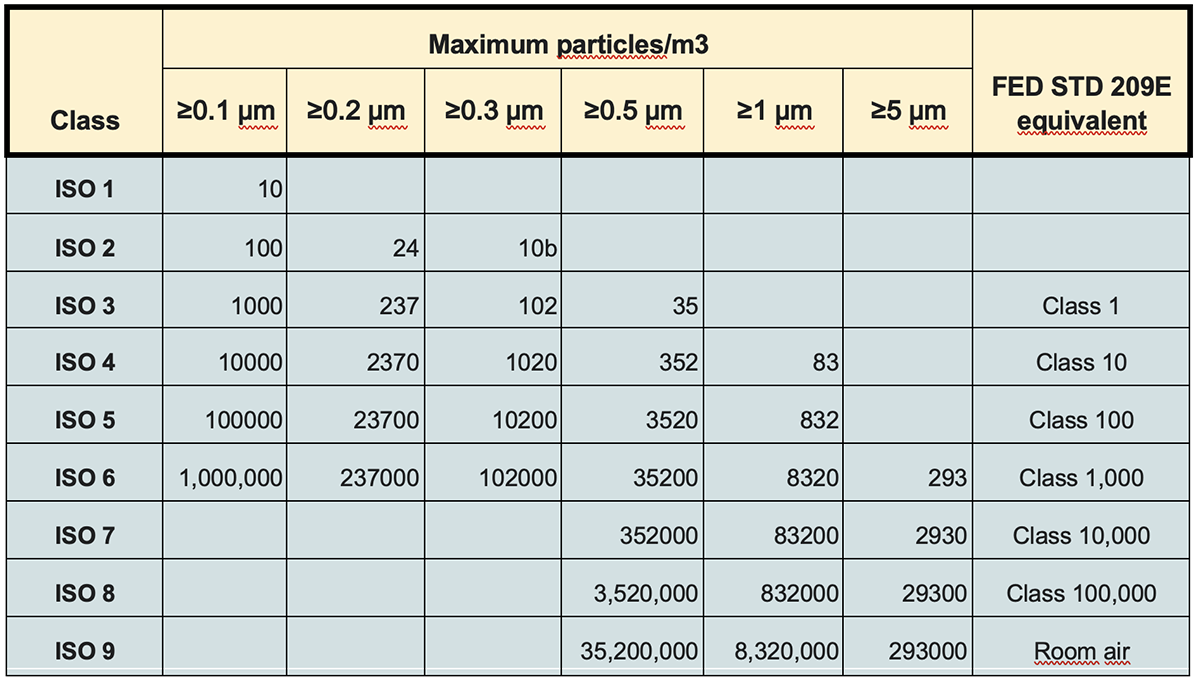
Klasy cleanroomów wg. normy ISO16644
Ułatwia to wybór właściwego cleanroomu do danej technologii. Przykładowo do wytwarzania chipów / front-end fab są wykorzystywane cleanroomy klasy ISO 4 i ISO 5, wg. normy FS209E klasy 10 i 100. Do montażu chipów w obudowy / back-end- fab najczęściej stosuje się cleanroomy klasy ISO 6 i ISO 7. Jest oczywiste, że koszt cleanroom klasy ISO 4 jest droższy w budowie i eksploatacji niż cleanroom klasy ISO 7, dlatego – zależnie od potrzeb – wybieramy właściwy standard wykonania danego cleanroomu.
Inne parametry cleanroomów i jak utrzymuje się wymaganą czystość
Klasa cleanroomu mówi nam o tym, jak jest czysto, czyli ile cząstek o danym rozmiarze może się znajdować w określonej objętości. Można się domyślić jak to osiągnąć, ale jak utrzymać?
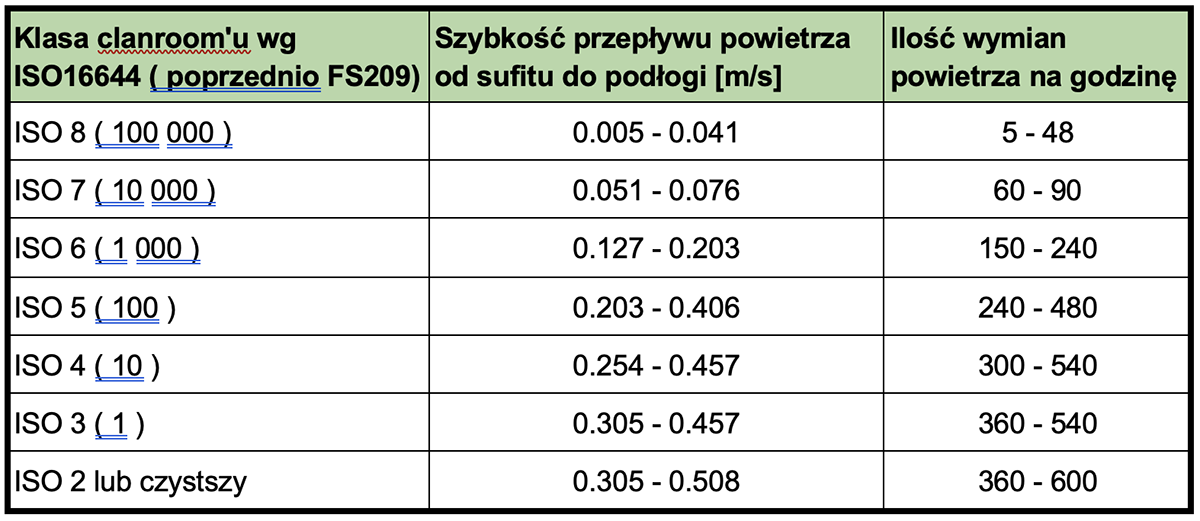
Powietrze dostarczane do cleanroomu musi przechodzić przez odpowiedni system filtrów. Wiadomo że człowiek, nawet ubrany w specjalny kombinezon, przy powolnym przemieszczaniu się (ok. 3km/godz) generuje aż 5 mln cząstek o wielkości powyżej 0,3 mikrona. Człowiek, który się nie porusza, generuje ponad 100 000 takich cząstek. W tym drugim przypadku jest to mniej więcej tyle, ile jest dopuszczalne w cleanroomie klasy ISO 6. Co w takim razie należy zrobić, aby utrzymać klasę np. ISO 4 przy ludzkiej aktywności? Kluczem są stałe wymiany powietrza. Jak widać na zdjęciu, gdzie pokazany jest cleanroom w CEZAMAT PW w układzie sali balowej, zarówno sufit, jak i podłoga są perforowane. Oczyszczone powietrze przepływa z prędkością poniżej 0,5 m/s z otworów umieszczonych w suficie i znika pod podłogą, gdzie jest odbierane i tłoczone do systemu filtrów. Przepływ powietrza jest laminarny czyli ukierunkowany z góry na dół, bez zawirowań. Taka szybkość przepływu pozwala uniknąć turbulencji i ruch powietrza nie jest wyczuwalny przez pracujące w cleanroomie osoby. Byłoby niekomfortowo pracować w pomieszczeniu, w którym cały czas “wieje wiatr”. W cleanroomie klasy ISO 4 o wysokości ok. 3 m, całe powietrze jest wymieniane co 7-10 sek. Oznacza to od 300 do 540 wymian powietrza na godzinę. Dzięki temu nawet pracujący ludzie nie powodują istotnego wpływu na klasę cleanroomu. Tabela poniżej podaje szybkości przepływu i ile wymian powietrza następuje w ciągu godziny dla poszczególnych klas cleanroomów.
Cleanroom nie jest szczelny
Występuje w jego wnętrzu nadciśnienie 10-20 Pa. Normalne ciśnienie atmosferyczne to 950-1050 hPa, tak więc taka różnica ciśnienia pomiędzy wnętrzem a zewnętrzem cleanroomu nie wpływa na nasze samopoczucie, możliwość pracy czy zamykanie i otwieranie drzwi, o czym świadczy niezbyt duża siła, jaką trzeba tu użyć. Również przy otwartych drzwiach nie da się odczuć istotnego ruchu powietrza pomiędzy cleanroomem a pomieszczeniami na zewnątrz. Zwykłe drzwi do cleanroomu mają postać śluzy, gdzie po otwarciu drzwi zewnętrznych i wejściu do środka następuje “odpylenie” wchodzącego i wymiana powietrza na czyste, takie jak jest wewnątrz. Dopiero wtedy można otworzyć kolejne drzwi. Czasami jednak, np. w przypadku wprowadzania nowych urządzeń technologicznych, trzeba otworzyć specjalne drzwi. Nadciśnienie i stała wymiana powietrza daje nam gwarancję, że w rozsądnym czasie po takiej operacji cleanroom będzie gotowy do normalnego użytkowania. Oczywiście nadciśnienie stosuje są w cleanroomach używanych w mikroelektronice, przy produkcji chipów. W cleanroomach biotechnologicznych panuje zwykle podciśnienie. Nie chcielibyśmy przecież, żeby materiał biologiczny, np. wirusy, wydostał się na zewnątrz.
Ponieważ przez cały czas niewielki procent powietrza wydostaje się na zewnątrz, to system klimatyzacji jest tak skonstruowany, by pobierał z zewnątrz ok. 15% nowego powietrza. Reszta krąży w obiegu zamkniętym. W ten sposób możemy utrzymać odpowiednie warunki klimatyczne wewnątrz cleanroomu oraz ograniczyć zużycie filtrów oczyszczających.
W jaki sposób sprawdzana jest “czystość” cleanroomu?
Stosuje się specjalne mierniki, tzw. liczniki cząstek (ang. particle counter”). Ich zastosowanie wzrosło w ostatnich latach, bo instaluje się liczniki pyłów 2,5 i 10 mikrometrów w walce ze smogiem i zanieczyszczeniem powietrza w naszym środowisku. Dla cleanroomów musimy mierzyć mniejsze cząstki, w zakresie submikronowym. Zasada działania takiego miernika jest stosunkowo prosta. Chyba każdy z nas widział unoszący się w powietrzu kurz gdy światło słoneczne wpada przez okno.

Światło słoneczne wpadające przez okno i jego rozbłyski na cząstkach kurzu czy innych zanieczyszczeniach unoszących się w powietrzu
De facto liczniki cząstek mierzą to, czego nie widzimy. Aby uzyskać pewną perspektywę, dla przypomnienia – cząstka o wielkości 0,5 µm jest około 200 razy mniejsza niż średnica włosa.
Do liczenia używane jest światło laserowe, które odbija się od cząstek przechodzących przez wiązkę wewnątrz czujnika. Powietrze jest pompowane z cleanroomu do komory pomiarowej przez określony czas. Klasę cleanroomu określa się przez zdefiniowanie ilości cząstek o określonym rozmiarze w danej objętości. Jeśli wiemy, jaka objętość powietrza przeszła przez komorę pomiarową i znamy ilość cząstek dla każdego zdefiniowanego rozmiaru, możemy określić czy cleanroom spełnia wymagania normy ISO 16644.
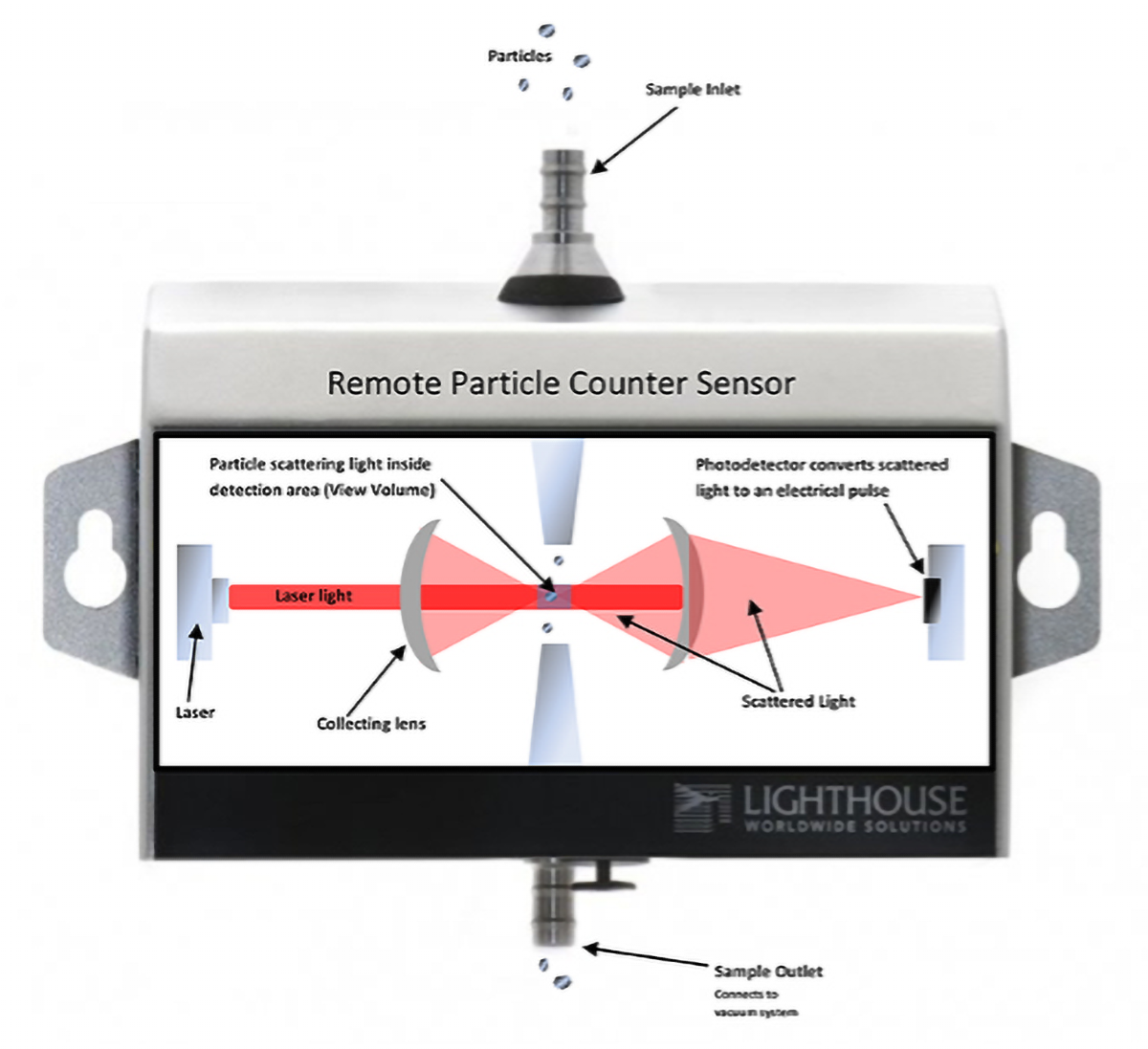
Schemat ideowy stacjonarnego licznika cząstek
Cleanroom to dość skomplikowane pod względem konstrukcji pomieszczenie, w stosunku do “normalnych” pomieszczeń produkcyjnych, ale niezbędne do wytwarzania współczesnych chipów układów scalonych czy innych przyrządów półprzewodnikowych i elektronicznych. Artykuł miał przybliżyć czym jest cleanroom i mamy nadzieję, że spełnił swoje zadanie.
 Firmy półprzewodnikowe, czyli jakie? – Grzegorz Kamiński wskazuje różnice oraz wyjaśnia, na czym polega produkcja front-end i back-end
Firmy półprzewodnikowe, czyli jakie? – Grzegorz Kamiński wskazuje różnice oraz wyjaśnia, na czym polega produkcja front-end i back-end  Fotolitografia nie zawsze „foto” – Grzegorz Kamiński opisuje procesy nanoszenia wzorów na płytki półprzewodnikowe
Fotolitografia nie zawsze „foto” – Grzegorz Kamiński opisuje procesy nanoszenia wzorów na płytki półprzewodnikowe  CEZAMAT PW – zdjęcia oraz komentarze uczestników wycieczki zorganizowanej przez prof. Romualda B. Becka
CEZAMAT PW – zdjęcia oraz komentarze uczestników wycieczki zorganizowanej przez prof. Romualda B. Becka 

![O konkursie organizowanym przez firmę TRUMPF Huettinger i polskie uczelnie techniczne opowiada Alicja Peresada i prof. Jacek Rąbkowski oraz kilkoro nagrodzonych dyplomantów: mgr inż. Jakub Dobosz, inż. Maja Zielińska, dr inż. Jakub Kołodziej, dr inż Weronika Hryniewska-Guzik i dr inż. Grzegorz Bartyzel. Zapraszamy do obejrzenia filmu! [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/07/TRUMPF-czolowka.png "https://www.youtube.com/watch?v=XkeyLmtLfxo")