Projektowanie płytek drukowanych o wysokiej wierności dla wielokanałowych układów formowania wiązki — część 1: Straty odbiciowe
W artykule (część 1) omówiono projektowanie płytek drukowanych z 50-omowymi liniami transmisyjnymi, pozwalające zachować dużą dokładność impedancji oraz minimalizować jej nieciągłości przy przejściach przez złącza. Celem podejmowanych zabiegów jest też zmniejszanie strat odbiciowych. W części 2 omówione będą zagadnienia związane z izolacją linii transmisyjnych, m.in. wpływ izolacji na wydajność układów scalonych formujących wiązkę, a także sposób wyboru odpowiedniej topologii linii dla danego wymagania izolacji.
Wprowadzenie
Nowoczesne układy scalone formujące wiązkę (BFIC – BeamFormer Integrated Circuits). Typowe konfiguracje BFIC mają w chipie dwie lub więcej ścieżek RF, które są prowadzone do pinów znajdujących się na tej samej krawędzi obudowy układu scalonego i/lub w tym samym jej rogu. W każdej ścieżce możliwe jest niezależne sterowane wzmocnieniem i fazą. Na rysunku 1 przedstawiono układ BFIC z 4 wejściami i 4 wyjściami, w którym wszystkie cztery wejścia znajdują się na tej samej krawędzi obudowy układu scalonego, a wszystkie cztery wyjścia na krawędzi przeciwległej. Taka architektura urządzenia jest stosowana w układach scalonych formujących wiązkę w paśmie Ku i Ka z rodziny ADAR3000/ADAR3001/ADAR3006/ADAR3007 firmy Analog Devices. Układ BFIC musi również obsługiwać wszystkie piny cyfrowe, zasilające i inne, które są wymagane do jego działania.
Stosunkowo bliskie rozmieszczenie pinów w układzie BFIC wynika z dużej liczby wejść i wyjść RF oraz związanej z nimi konfiguracji masa-sygnał-masa. Poprowadzenie wielu bardzo dokładnych linii RF z tych blisko rozmieszczonych pinów do różnych urządzeń, złączy lub innych płytek drukowanych (PCB) stanowi duże wyzwanie. Niska dokładność impedancji linii transmisyjnej i słabe przejścia impedancji (na przykład w przejściu między dwiema płytkami) powodują odbicia sygnału. W rezultacie zmniejszeniu ulega moc RF dostarczana do obciążenia i zmniejsza się wzmocnienie. Niższe wzmocnienie systemu i zmniejszona moc wyjściowa pogarszają efektywną izotropową moc promieniowaną (EIRP) w nadajnikach. Odpowiednio duże odbicia sygnału mogą również powodować niestabilność, zwłaszcza gdy konstrukcja układu elektronicznego jest podatna na odbicie mocy od obciążenia.
Artykuł opisuje projektowanie i zagadnienia produkcyjne bardzo dokładnych linii transmisyjnych RF PCB oraz złączy o doskonałych parametrach związanych ze stratami odbiciowymi. Linie te kierują sygnały do i z PCB poprzez linie transmisyjne łączące się z wieloma wejściami i wyjściami RF BFIC. Chociaż skupiono się na zastosowaniach układów BFIC i układów fazowanych, materiał ten ma również zastosowanie do wszelkich projektów układów wysokiej częstotliwości, w których ważne jest dobre dopasowanie impedancji. Przedstawiono wiele technik projektowania, ale omówiono również ważny temat projektowania pod kątem produkcji. Należy pamiętać, że w podano tutaj wymiary w milsach (1000 milsów odpowiada 1 calowi). Aby przeliczyć milsy na milimetry, należy zastosować mnożenie przez 0,0254.
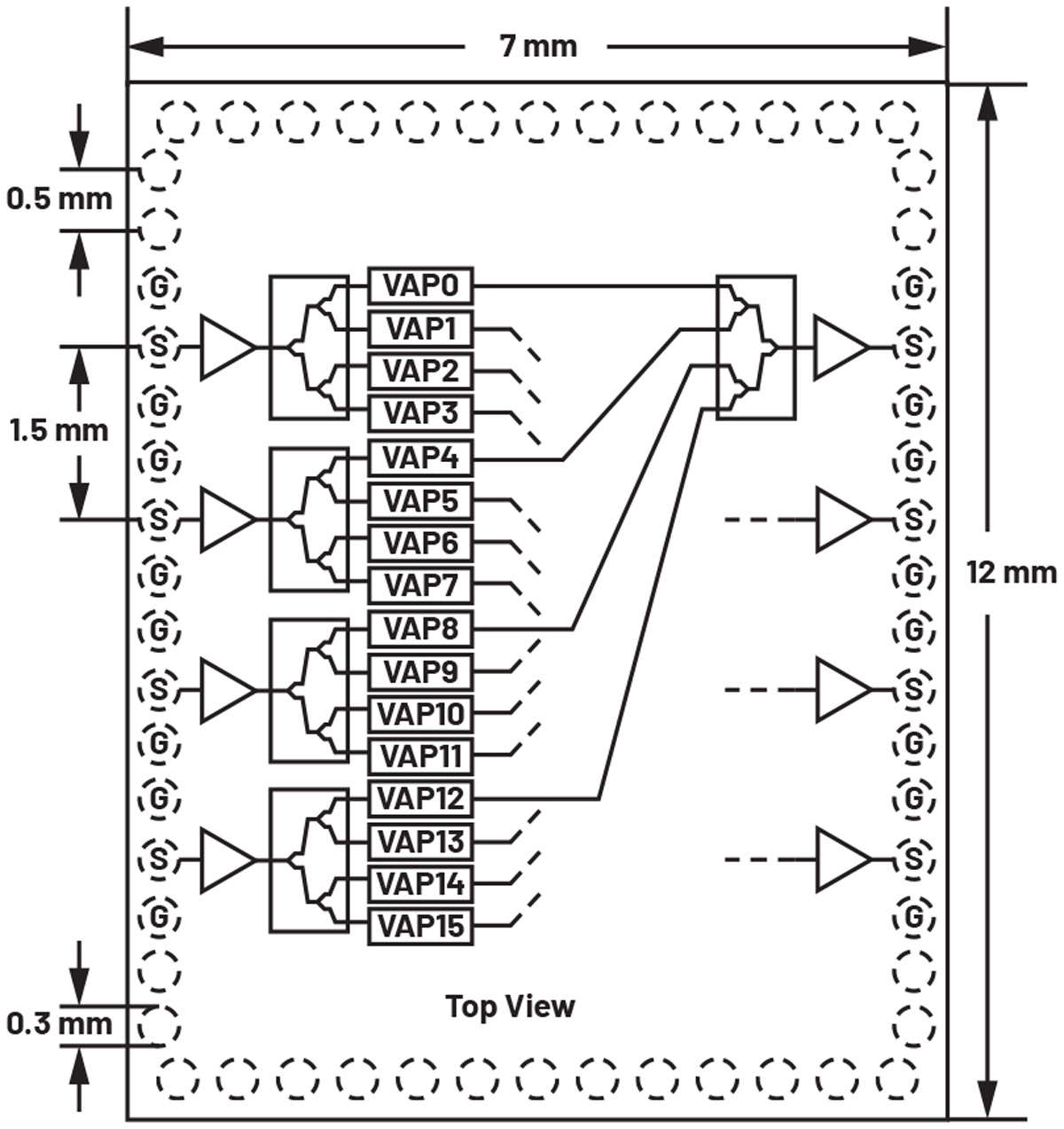
Rys. 1. Schemat blokowy układu scalonego BFIC o 4 wejściach i 4 wyjściach, 16 kanałach, w obudowie BGA. Na rysunku nie jest zachowana skala.
Produkcja linii transmisyjnych o różnych topologiach
Producenci płytek drukowanych mogą umieszczać na PCB linie transmisyjne RF o wielu popularnych topologiach, w tym mikropaskowe, uziemione linie współpłaszczyznowe (GCPW – grounded coplanar waveguide), paskowe oraz mniej popularne zagrzebane GCPW (BGCPW), które przypominają hybrydę GCPW i linii paskowej. Chociaż linie mikropaskowe są stosunkowo łatwe w produkcji, w przypadku pracy powyżej 6 GHz są mniej popularne ze względu na większe straty sygnału i słabe tłumienie modów.1 GCPW, BGCPW i pasmowe działają lepiej powyżej 6 GHz ze względu na mniejsze straty promieniowania i lepsze tłumienie modów. Topologie linii zagrzebanych poprawiają izolację, ale są trudniejsze do wykonania i wymagają przelotek do połączenia z nimi. Przelotki te są zazwyczaj ślepe, aby zminimalizować indukcyjność pasożytniczą, ich wykonanie zwiększa jednak koszt płytki.
Na rysunku 2 przedstawiono przekrój poprzeczny linii GCPW, zagrzebanej GCPW i linii paskowej oraz ważne zależności geometryczne, które określają nominalną impedancję linii. Są to szerokość linii (W1/W2/W3), odległość boczna od krawędzi linii do sąsiedniej płaszczyzny uziemienia (G1/G2/G3), grubość materiałów dielektrycznych (T1/T2) oraz względna przenikalność elektryczna materiałów dielektrycznych (εR1/εR2). Na rysunku 2 nie pokazano grubości miedzi użytej do wykonania linii, ani wymaganej izolacji uziemienia. Grubość miedzi powinna być wprawdzie wzięta pod uwagę, ale ma ona drugorzędne znaczenie. Wymagana izolacja uziemienia zostanie omówiona w części 2. Wybór topologii zależy od akceptowalnego tłumienia ścieżek, częstotliwości, wymaganej izolacji między liniami, dostępnej przestrzeni i grubości dielektryka materiału zastosowanego do wykonania PCB.
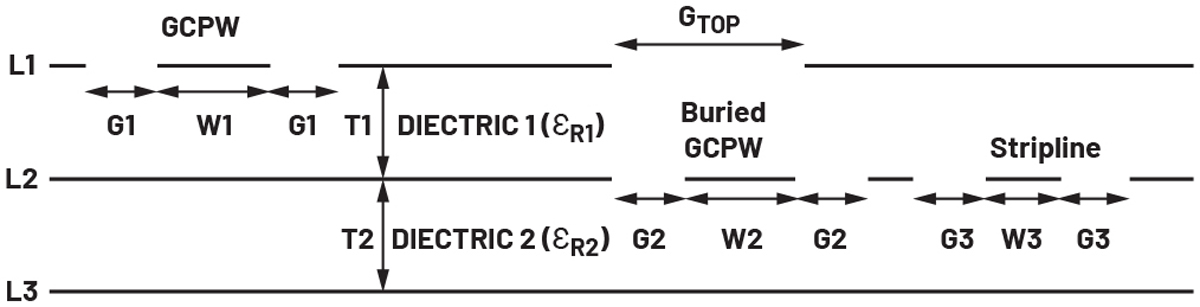
Rys. 2. Przekrój poprzeczny topologii GCPW, zagrzebanej GCPW i linii paskowej
Wpływ tolerancji produkcyjnych na impedancję linii
Na jakość topologii linii RF wpływają tolerancje produkcyjne. Wybór optymalnej geometrii linii dokonany pod kątem zminimalizowania tych efektów ma kluczowe znaczenie dla uzyskania dokładnej impedancji linii 50 Ω. Na rysunku 3 przedstawiono wykres reflektometrii w dziedzinie czasu (TDR) dla linii paskowej o szerokości 3 milsów zaprojektowanej dla 50 Ω, ale została zmierzona jako około 60 Ω. Aby uzyskać tłumienie odbić na poziomie 20 dB lub lepszym błąd nie powinien przekraczać ±10% (45 Ω do 55 Ω).
Trzy ważne parametry geometryczne, które należy wziąć pod uwagę podczas projektowania linii, to szerokość linii, odstęp od bocznej płaszczyzny uziemienia oraz grubość dielektryka. Wielu producentów płytek drukowanych oferuje minimalną szerokość przewodnika wynoszącą 3 milsy (w zależności od gramatury miedzi) z tolerancją od 1 do 2 milsów2…4. Producenci zazwyczaj podają jedynie typowe wartości grubości dielektryka, najprawdopodobniej dlatego, że ostateczna grubość jest określana przez producenta płytek drukowanych podczas procesu laminowania płytki. Boczna odległość od podłoża może się różnić w wyniku tego, że płaszczyzna uziemienia nie kończy się tam, gdzie powinna. Ponadto efektywna szerokość bocznej odległości zmienia się, jeśli zmienia się szerokość linii.
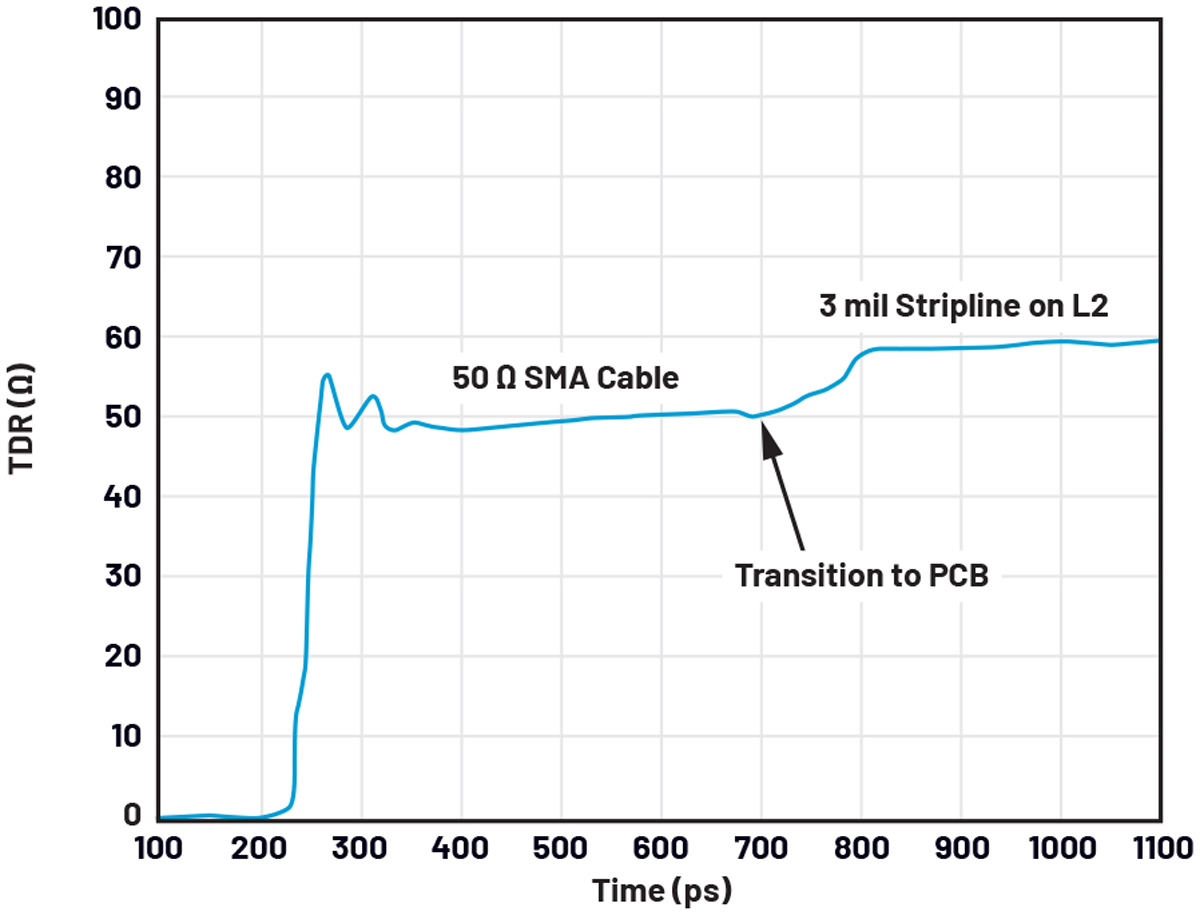
Rys. 3. Wykres TDR (Time Domain Reflectometry) linii paskowej o szerokości 3 milsów na warstwie 2 płytki drukowanej
W topologiach mikropaskowych i paskowych zmiany szerokości szczeliny poprzecznej nie powinny wpływać na impedancję linii, ponieważ odległość szczeliny bocznej od masy jest z założenia duża. W rezultacie, w przypadku linii mikropaskowych wszystkie linie pola elektrycznego biegną do dolnej płaszczyzny uziemienia oraz do górnej i dolnej płaszczyzny uziemienia w przypadku linii paskowej. Jednak tolerancje szczeliny bocznej mają większy wpływ na GCPW. Zgodnie z projektem boczna odległość szczeliny od płaszczyzny masy jest stosunkowo niewielka i większość linii pola zamyka się w bocznej płaszczyźnie uziemienia.
Na rysunku 4 przedstawiono zależność impedancji linii5 dla projektu linii paskowej od odchylenia szerokości linii od wartości nominalnej dla wielu szerokości linii. Pokazano ponadto odchylenie impedancji, które powstaje wtedy, gdy dielektryk jest o 5% grubszy niż nominalny (przy założeniu grubości miedzi linii paskowej wynoszącej 0,7 milsów i εR=3,1). W idealnym przypadku nachylenie wszystkich linii wynosiłoby 0 i nie występowałoby przesunięcie punktów przecięcia między liniami, co oznaczałoby brak różnic produkcyjnych. Należy zauważyć, że szersze linie mają mniejsze nachylenie, podczas gdy węższe linie mają nachylenie bardziej strome. W praktyce, w przypadku rozbieżności w produkcji, preferowana jest szersza nominalna szerokość linii. Niestety, przy zwiększeniu grubości dielektryka o 5%, przesunięcie impedancji jest w przybliżeniu równe, niezależnie od nominalnych szerokości linii. Oznacza to, że aby osiągnąć docelową tolerancję impedancji linii, producent musi spełnić wymagania dotyczące końcowej grubości po laminacji mieszczące się w założonej tolerancji. Skupiono się na zwiększeniu grubości dielektryka (w przeciwieństwie do zmniejszenia grubości), ponieważ w wielu partiach produkcyjnych płytek o różnych topologiach linii zaobserwowano, że impedancja linii jest zazwyczaj większa lub równa wartości docelowej.
Prowadzi to do przyjęcia zasady, że linia powinna być zaprojektowana tak, aby miała impedancję o kilka omów mniejszą od wartości docelowej. Jest to istotne szczególnie wtedy, gdy szerokość jest niewielka (mniejsza niż 5 milsów). Jednak przy takim podejściu może zaistnieć konieczność odstąpienia od wymagań dotyczących impedancji kontrolowanej, które w zależności od różnicy impedancji zazwyczaj ograniczają producenta płytek drukowanych. Inne względy projektowe mogą spowodować konieczność zastosowania cienkiej linii. W takich przypadkach najważniejsze jest wysokie zaufanie do wybranego producenta. Można je zdobyć w sposób naturalny, korzystając z usług producenta, z którym współpracowano przy poprzednich projektach, i/lub celowo, produkując eksperymentalne płytki z wybraną topologią linii, z wieloma liniami o różnej szerokości, które zgodnie z projektem miałyby impedancję około 50 Ω. Następnie należałoby przeprowadzić pomiary, aby określić, która szerokość linii była najbliższa 50 Ω.
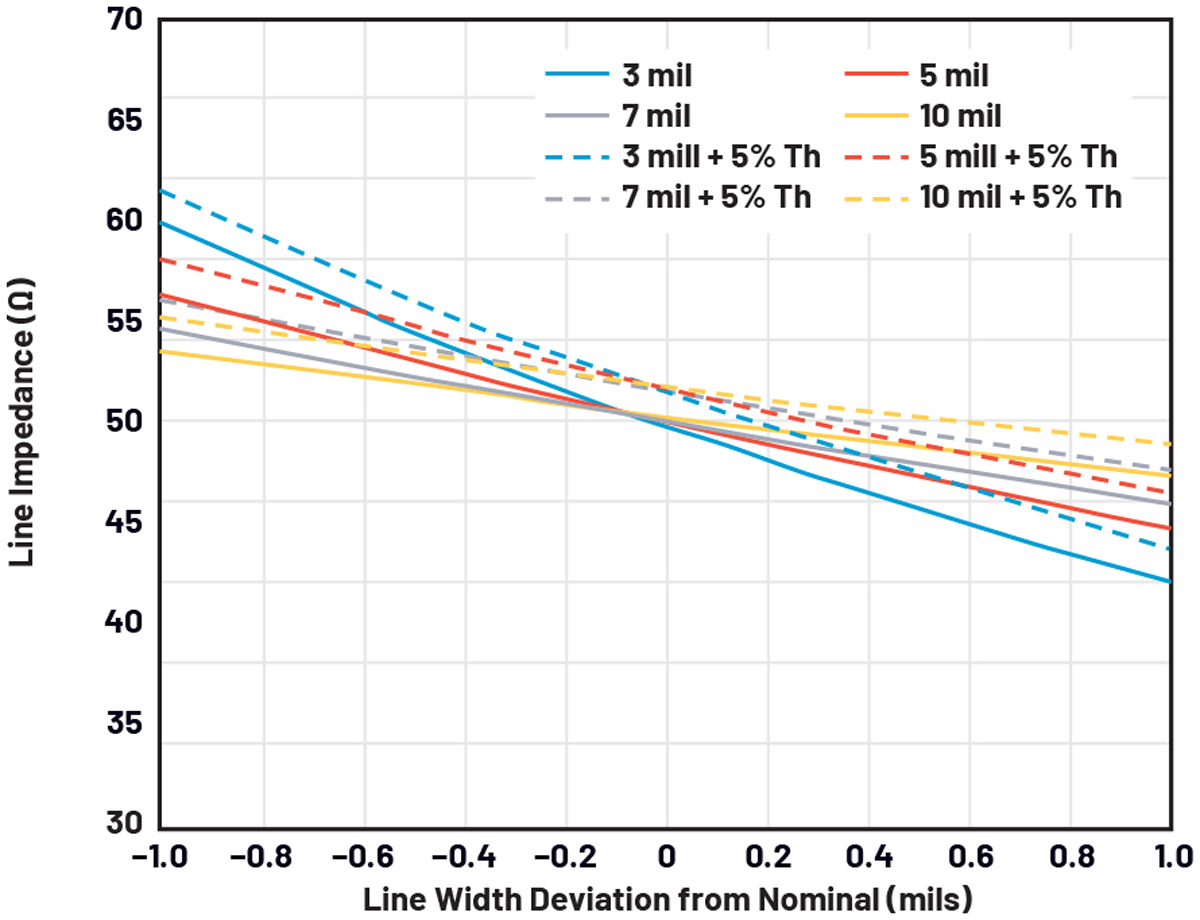
Rys. 4. Błąd impedancji (dla 50 Ω) w porównaniu z tolerancją fabryczną dla szerokości linii 3, 5, 7 i 10 milsów przy nominalnej grubości dielektryka i +5% większej
Połączenia wewnątrzpłytkowe — przesyłanie sygnałów do i z PCB
Nieciągłości impedancji RF między liniami transmisyjnymi RF a złączami RF przesyłającymi sygnały między płytkami PCB, są równie ważne jak omówiona wcześniej dokładna impedancja linii. Podczas przesyłania sygnałów między płytkami istnieją dwa rodzaje połączeń fizycznych:
- Złącza krawędziowe, montowane poprzecznie na krawędzi płytki PCB.
- Złącza pionowe, montowane pionowo do płytki PCB.
Oba typy są dostępne w standardach SMA, SMP, SMPM, 2,92 mm i 2,4 mm. Wybór między złączami krawędziowymi a pionowymi będzie w dużym stopniu zależny od kształtu urządzenia końcowego. W przypadku zastosowania złączy krawędziowych płytka łącząca będzie ułożona poprzecznie. Jeśli system znajduje się w pojedynczej metalowej obudowie/radiatorze, takie rozmieszczenie może być najlepszym wyborem. Zastosowanie złączy z pionowym wyprowadzeniem sygnału umożliwia układanie wielu płytek w stos. Obudowa będzie wówczas bardziej kompaktowa, ale może być przy tym konieczne stosowanie chłodzenia powietrzem, ponieważ poszczególne płytki prawdopodobnie nie będą wyposażone w radiatory. Połączenie obu typów złączy, gdzie jedna płytka ma złącze krawędziowe, a druga pionowe, spowoduje, że obie płytki będą połączone ortogonalnie w układzie szczelinowym.
Złącza krawędziowe vs. złącza pionowe
Złącza krawędziowe są stosowane powszechnie, mają jednak pewne potencjalne wady wynikające z faktu, że są mocowane na krawędzi płytki. Wymagają zazwyczaj dłuższej ścieżki prowadzącej od układu do złącza w porównaniu ze złączami pionowymi. Powoduje to zwiększenie strat wtrąceniowych, pojemności pasożytniczej i indukcyjności. Złącza krawędziowe wymagają ponadto, aby górna płaszczyzna uziemienia płytki PCB (a najlepiej również i dolna) rozciągała się do krawędzi płytki. Większość producentów płytek drukowanych może przy użyciu standardowego frezowania lub frezowania krawędziowego i trawienia zagwarantować w miejscach złączy jedynie 2-milsowe odległości między krawędzią płaszczyzny uziemienia a krawędzią płytki. Skutkuje to nieciągłością impedancji spowodowaną brakiem ścieżki powrotnej uziemienia w 2 milsowej szczelinie (lub większej) i pogarsza straty odbiciowe. Nieciągłość ta staje się bardziej wyraźna przy wyższych częstotliwościach.
Na rysunku 5a przedstawiono przejście złącza krawędziowego PCB z dużą szczeliną między krawędzią płytki a płaszczyzną uziemienia, natomiast na rysunek 5b to wykres TDR pokazujący skok impedancji spowodowany dużą szczeliną przy złączu. Przy niższych częstotliwościach szczelina może nie wpływać na wydajność, co więcej, może być pożądana, ponieważ utrzymuje koniec delikatnej linii transmisyjnej z dala od frezu obrabiającego krawędź płytki. Prostym rozwiązaniem jest zakończenie linii transmisyjnej w odległości 2 milsów przed krawędzią płaszczyzny uziemienia, co stanowi bezpieczny odstęp od frezu (i uniknięcie uszkodzeń), a jednocześnie zapewnia dobre przejście dla środkowego pinu złącza. Technika ta jest często stosowana w wysoko częstotliwościowych aplikacjach z milimetrowymi długościami fal.
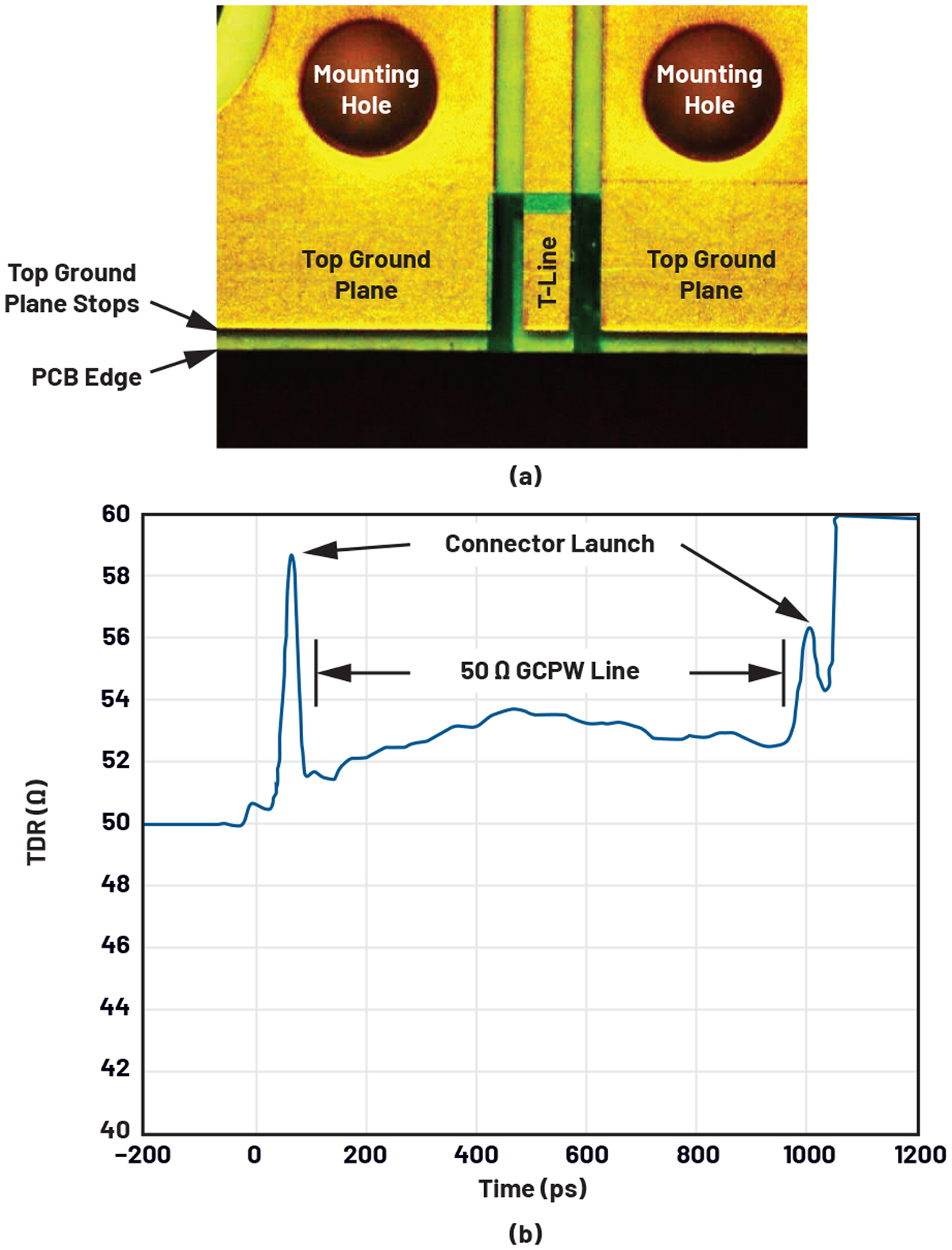
Rys. 5. a) Widok z góry przejścia złącza krawędziowego z dużą szczeliną między krawędzią płytki drukowanej a górną warstwą płaszczyzny uziemienia, b) wykres TDR słabego przejścia spowodowanego złym poprowadzeniem krawędzi, tworzącym dużą szczelinę (drugi skok złącza wynika z mniejszego odbicia energii)
Szczelinę między płaszczyzną uziemienia a krawędzią płytki można zmniejszać kilkoma sposobami. Pierwszy polega na zastosowaniu metalizacji krawędziowej w miejscach złączy na krawędzi płytki. Prawidłowo wykonana metalizacja na krawędzi płytki skutecznie eliminuje szczelinę. Metalizacja krawędzi jest połączona zarówno z górną, jak i z dolną poziomą płaszczyzną uziemienia, a w razie potrzeby może również łączyć się z takimi płaszczyznami wewnętrznymi. Metalizacja krawędzi powinna znajdować się tylko na uziemionych częściach krawędzi, dlatego między pokryciem w miejscach złączy, gdzie znajduje się linia transmisyjna, powinna pozostać szczelina. Pokazano to na rysunku 6.
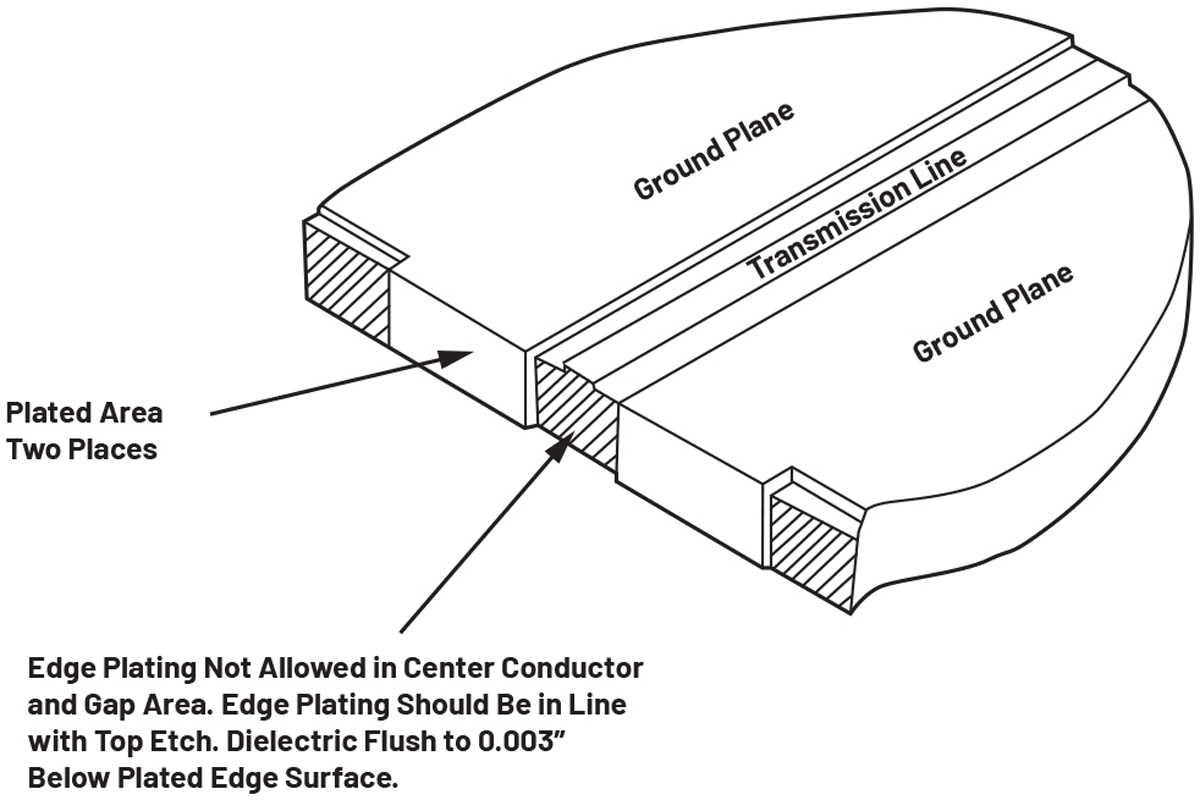
Rys. 6. Przekrój płytki PCB w miejscu połączenia ze złączem krawędziowym pokazujący prawidłową metalizację krawędzi
Metalizacja krawędzi ma pewne wady wynikające z jakości wykonania. Może to skutkować:
- Zaokrąglonym cięciem frezem obrotowym w celu usunięcia metalizacji linii transmisyjnej (pożądane jest zachowanie płaskiej krawędzi płytki PCB).
- Niespójnym trasowaniem przed metalizacją krawędzi, co prowadzi do problemów z dopasowaniem długości linii transmisyjnej (bardzo ważne jest zachowanie tej samej długości co ścieżki kalibracyjne).
- Powstaniem metalizacji rozciągającej się od punktów uziemienia na krawędzi płytki i wkraczającej w obszar linii transmisyjnej. Najgorszym przykładem jest ciągła metalizacja na całym obszarze złącza, w tym w miejscu, gdzie znajduje się linia transmisyjna, jak pokazano na rysunku 7. Może to spowodować zwarcie linii transmisyjnej do uziemienia.
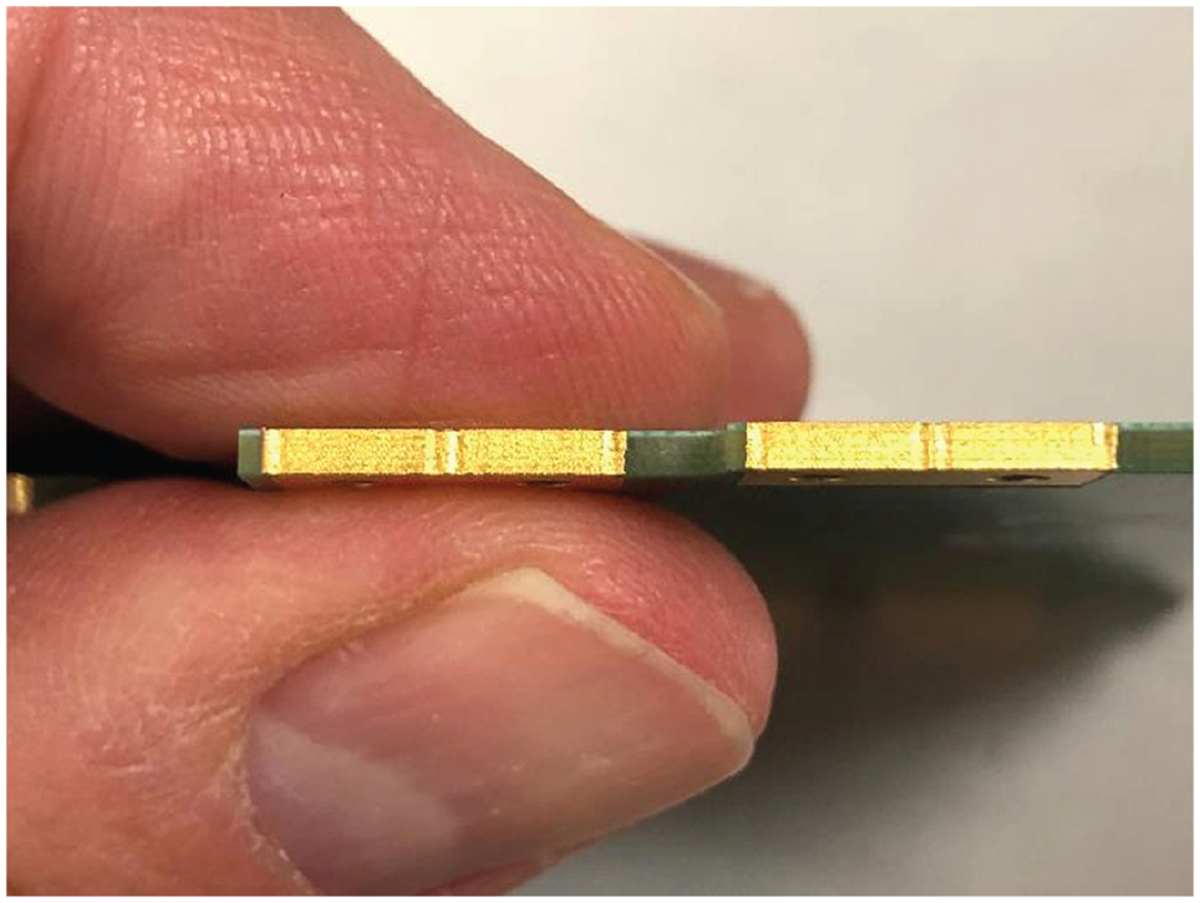
Rys. 7. Przykład metalizacji krawędzi, która wkracza z miejsc uziemienia w obszar linii transmisyjnej (widok boczny płytki PCB)
Pierwsze dwie kwestie związane z jakością są niepożądane i pogarszają wydajność płytki PCB. Nie są one jednak katastrofalne w skutkach. Katastrofalne są natomiast skutki wynikające z trzeciej kwestii. Powodują one, że płytka PCB staje się bezużyteczna i wymaga mechanicznej przeróbki w celu usunięcia metalizacji krawędzi w obszarze linii transmisyjnej. Jedyną realną metodą zapewnienia wysokiej jakości metalizacji krawędziowej jest określenie odpowiednich wymagań dotyczących metalizacji krawędzi w dokumentacji produkcyjnej PCB. W zależności od tego, jak rygorystyczne są wymagania, producenci mogą być zmuszeni do ponownego wytworzenia partii PCB. Mogą też odmówić wykonania zlecenia.
Inną opcją jest laserowe frezowanie krawędzi. Polega ono na wycinaniu płytki z panelu za pomocą lasera. Można to zrobić wzdłuż całej krawędzi płytki, ale wystarczy zastosować takie cięcie tylko w miejscach złączy, a na pozostałej części krawędzi płytki zastosować frezowanie mechaniczne. Trzeba jednak pamiętać, że nie wszyscy producenci PCB oferują laserowe frezowanie krawędzi. Dostawcy, którzy to robią, zazwyczaj gwarantują tylko 1 mils, co jest możliwe tylko wtedy, gdy płytka PCB jest stosunkowo cienka. Niektórzy producenci płytek PCB wymagają, aby grubość płytki była mniejsza niż 14 milsów, podczas gdy inni mogą zaoferować taką dokładność w przypadku płytek o grubości do 40 milsów. Jest to nadal stosunkowo mała grubość, która stwarza niebezpieczeństwo wypaczenia płytki, zwłaszcza w przypadku większych płytek, i zazwyczaj nie jest wystarczająca dla płytek o dużej liczbie warstw.
Metalizacja krawędzi i laserowe frezowanie krawędzi może zwiększyć koszt, złożoność i czas produkcji. Jeśli forma końcowego urządzenia pozwala na połączenie płytek w układzie warstwowym (w przeciwieństwie do połączenia bocznego), realną opcją mogą być pionowe połączenia międzywarstwowe.
Połączenia pionowe
Złącza pionowe nie są mocowane do krawędzi płytki, dlatego nie są podatne na opisane powyżej problemy związane z trasowaniem krawędzi. W przypadku prostych płytek z jednym układem, złącze (złącza) może być umieszczane blisko testowanego układu, dzięki czemu minimalizowane są straty wtrąceniowe.
Ponadto przejście na płytkę można dopasować pod kątem częstotliwości radiowych, co pozwala zminimalizować nieciągłość impedancji. Dostawcy złączy, tacy jak SVMicrowave, tworzą niestandardowe footprinty dla danego projektu z odpowiedni zaprojektowanymi liniami sygnałowymi i układem warstw (stack-up). Footprint złącza pionowego SVMicrowave, które łączy się z linią paskową, pokazano na rysunku 8. Są tu widoczne cztery warstwy PCB z rzędami przelotek (via fencing). Pusta przestrzeń o średnicy 30 milsów na warstwie 3 (L3) jest dopasowaniem do złącza i jest pokazana na rysunku 8c.
Jedną z wad złączy pionowych jest trudność uzyskania dobrego dopasowania złącza do jego footprintu na płytce. W idealnym przypadku okrągły środkowy pin złącza łączy się z okrągłym padem na płytce drukowanej, a ich środki są wyrównane. Jednak, jeśli podczas montażu spojrzymy na złącze z góry na dwuwymiarową płaszczyznę, całkiem możliwe jest wrażenie, że złącze to przesuwa się trochę na boki. W efekcie środkowy pin nie będzie idealnie wyśrodkowany na swoim padzie na PCB.
Złącza przeznaczone do linii biegnących na górnej warstwie mają otwór montażowy z przodu. Może być on przydatny do wyrównania, zwłaszcza w przypadku ruchu od lewej do prawej (złącza z otworem „mouse hole” są również z powodzeniem stosowane w liniach paskowych). Tolerancja rozmiaru otworu montażowego powinna być niewielka, aby ruch złącza był minimalny. Jeśli wymagane jest dokładne wyrównanie, co ma miejsce w przypadku częstotliwości >35 GHz, firma Rosenberger oferuje złącza, które są umieszczone pod kątem 45° względem płytki (w porównaniu z złączami pionowymi 90°) i które można znacznie łatwiej wyrównać ręcznie niż złącza pionowe. Jednak takie złącza umieszczone pod kątem 45° są droższe niż ich pionowe i krawędziowe odpowiedniki i wymagają znacznie większej powierzchni na płytce drukowanej.
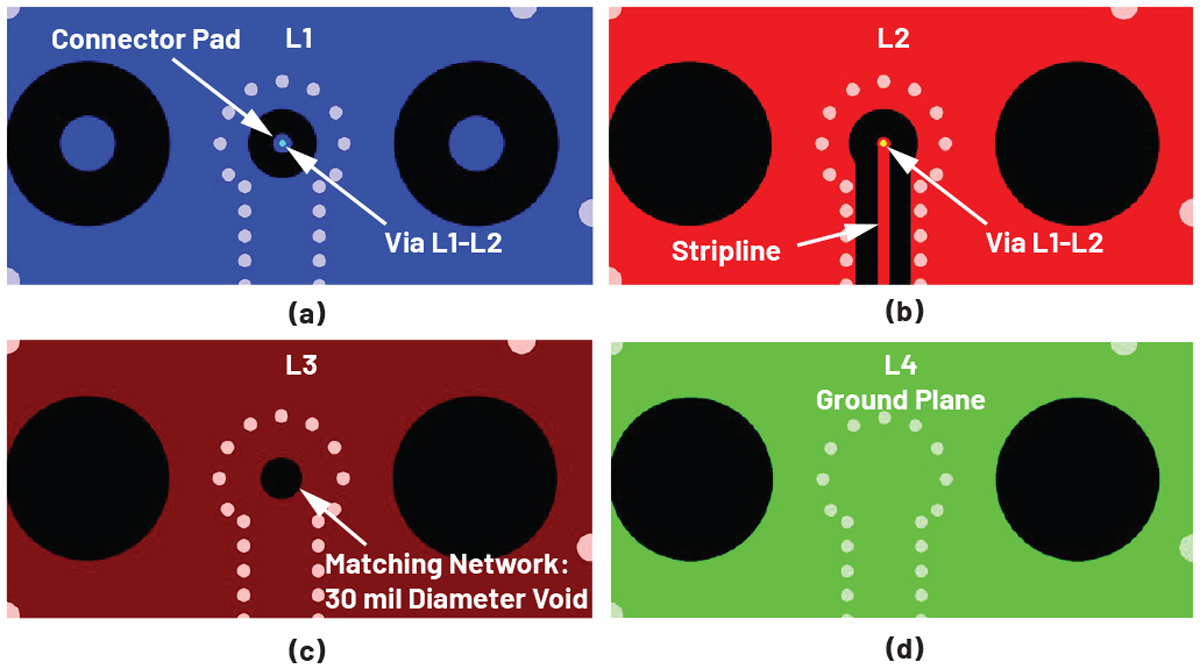
Rys. 8. Układ niestandardowego złącza pionowego: a) górna płaszczyzna uziemienia na warstwie 1, b) linia paskowa na warstwie 2, c) 30 milsowa wolna przestrzeń na warstwie 3 dodana w celu dopasowania oraz d) stała płaszczyzna uziemienia na warstwie 4
Wnioski
Pojawienie się wysokoczęstotliwościowych układów scalonych formujących wiązkę oraz innych wielokanałowych układów scalonych RF wysokiej częstotliwości sprawia, że projektowanie płytek drukowanych staje się coraz trudniejsze. Podchodząc do tych trudnych projektów, projektanci płytek drukowanych muszą zapobiegać potencjalnym problemom produkcyjnym, unikając stosowania bardzo cienkich ścieżek RF i generalnie projektując impedancję charakterystyczną nieco poniżej wartości docelowej 50 Ω. Typ połączeń płytka-płytka prawdopodobnie zostanie wybrany na podstawie współczynnika kształtu urządzenia końcowego (wymiary, kształt, sposób montażu itp.) i będą to połączenia top launch lub edge launch. Przy czym połączenia górne (top launch) są mniej podatne na ograniczenia produkcyjne związane ze zjawiskami występującymi na krawędzi płytki.
W części 2 tej serii artykułów zostanie omówiony wpływ izolacji linii transmisyjnej na wydajność układów scalonych formujących wysokoczęstotliwościową wiązkę, różnice w izolacji między topologiami linii transmisyjnych. Będzie też mowa o kryteriach wyboru najlepszej linii transmisyjnej dla danego zastosowania i geometrii BFIC.
Referencje
1John Coonrod. „Comparing Microstrip and Grounded Coplanar Waveguides.” Rogers Corporation.
2„PCB Tolerances in Fabrication.” MADPCB.
3„Tolerances.” AdvancedPCB.
4„Tolerances.” Imagineering, Inc.
5„Stripline.” Microwaves101.
Opracowanie: Jarosław Doliński
 Wymiana przełączników PhotoMOS w automatycznych urządzeniach testujących
Wymiana przełączników PhotoMOS w automatycznych urządzeniach testujących  Analog Devices wprowadza na rynek ADI Power Studio i nowe narzędzia internetowe
Analog Devices wprowadza na rynek ADI Power Studio i nowe narzędzia internetowe  Global Electronics Association i Altium wprowadzają pierwsze wspólne certyfikaty w zakresie projektowania PCB
Global Electronics Association i Altium wprowadzają pierwsze wspólne certyfikaty w zakresie projektowania PCB 
![Szymon Robak oprowadza po katowickim Laboratorium Badań Kompatybilności Elektromagnetycznej w Sieć Badawcza Łukasiewicz - Instytucie Sztucznej Inteligencji i Cyberbezpieczeństwa. Zapraszamy na film! [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/06/Szymon-Robak-tytulowe.png "https://www.youtube.com/watch?v=gHcP8AajoN4")
![Zapraszamy do obejrzenia filmu i wysłuchania krótkich wypowiedzi prelegentów Hardware Forum 2026 i organizatorów majowej konferencji dla inżynierów z branży elektronicznej: Konrad Bruliński z Lemontech, prof. Krzysztof Kulpa z Politechniki Warszawskiej, Zbigniew Huber z FLC, Ewa Załupska z firmy KROK, Jerzy Kozieł z MPTECH, Grzegorz Potyralski z VIGO Photonics, dr Krzysztof Czuba z Politechniki Warszawskiej, Anna Beata Kalisz Hedegaard z Quantum Security Defence, Adrian Cichosz z Elhurt Dystrybucja Anna Kamińska z Creotech Quantum, oraz Łukasz Jaeszke i Adam Jaeszke z TEK.day [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/05/tytulowe-film-1.png "https://www.youtube.com/watch?v=BgxJVTwYJ-s")