Grzegorz Kamiński: Historia pewnej płytki krzemowej 300 mm (12”)
To nie jest typowy tekst o półprzewodnikach. To opowieść o tym, co zobaczyłem, gdy spojrzałem na pewną płytkę krzemową 300 mm.
Podczas ostatnich targów TEK.day we Wrocławiu w marcu br. odwiedziłem stoisko mojego ostatniego pracodawcy, firmy onsemi. Na stoisku była wystawiona płytka krzemowa 300 mm z tranzystorami mocy MOSFET. Płytka jak płytka, dla mnie nic szczególnego, ale po pewnym czasie doszedłem do wniosku, że dostrzegam na niej znacznie więcej, niż widać to na pierwszy rzut oka.
Dzięki uprzejmości firmy onsemi dostałem zdjęcie tej płytki prezentowane poniżej:
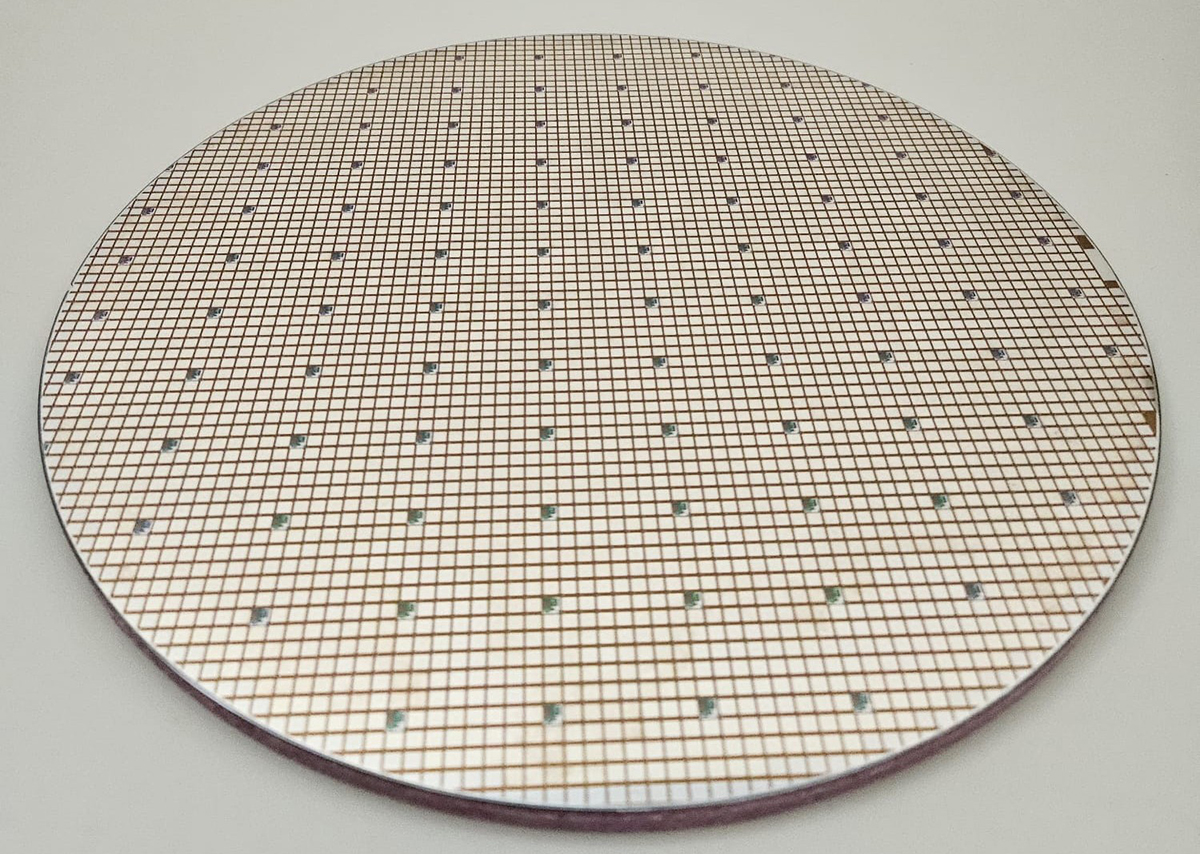
Płytka krzemowa 300 mm z tranzystorami mocy MOSFET, źródło: onsemi
Co od razu rzuca się w oczy, to regularnie rozmieszczone ciemniejsze chipy widoczne na całej powierzchni płytki. Nie są to chipy tranzystorów mocy MOSFET, ale chipy testowe, służące do określania parametrów technologicznych, zawierające np. rezystory pozwalając na określenie domieszkowania poszczególnych obszarów, p, n, n+ itd. Zadałem sobie pytanie, po co jest ich aż tyle. Do kontroli procesu technologicznego wystarczyłoby tylko kilka. Nikt przecież nie będzie wszystkich mierzył, to strata czasu, a co za tym idzie, także dodatkowy koszt.
Te ciemne pionowe i poziome linie to oczywiście linie cięcia, wzdłuż których tnie się płytkę na poszczególne chipy. Po dokładnym przyjrzeniu się, można zauważyć, że chipy testowe zachodzą na linie cięcia, ale nie ma to znaczenia, gdyż po pocięciu płytki wszystkie chipy testowe są wyrzucane. Jak wspomniałem, zdziwiła mnie ich ilość, bo na całej płytce jest ich ok. 100. Gdyby było ich mniej, można by przecież wyprodukować więcej tranzystorów z jednej płytki.
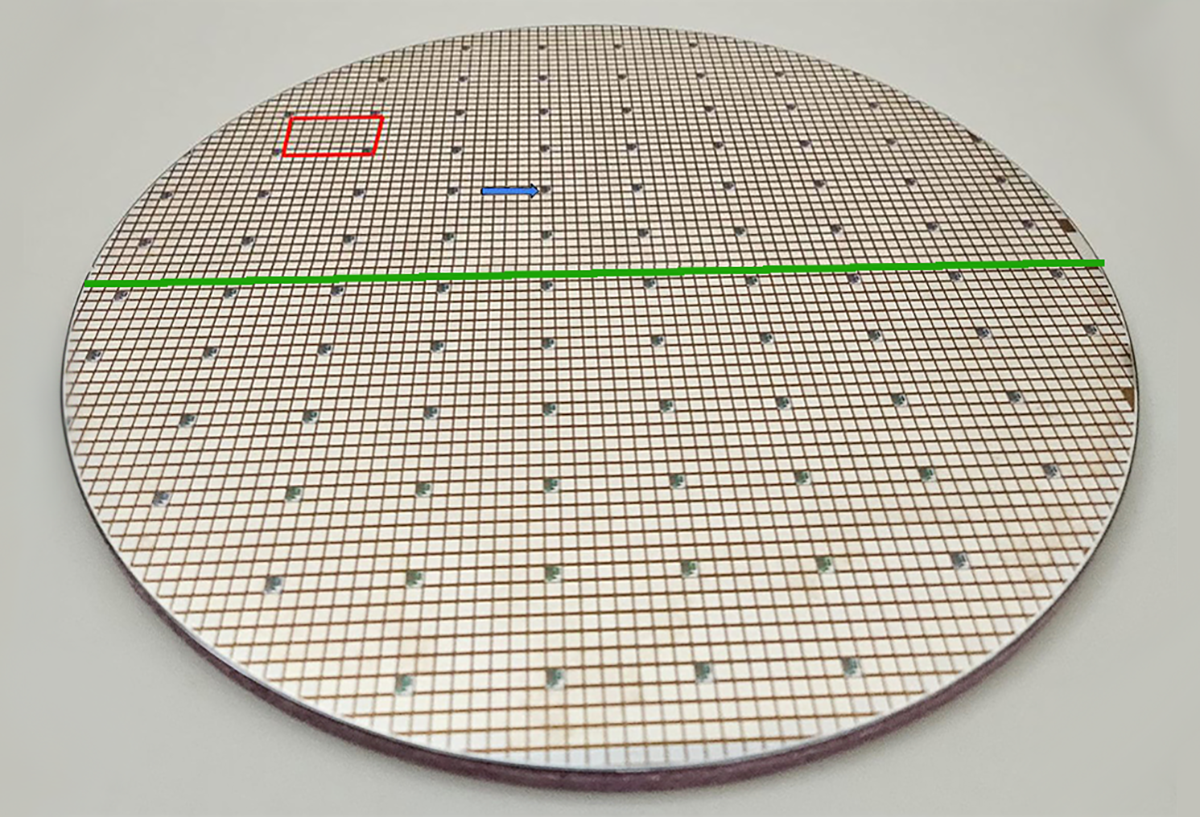
Płytka krzemowa 300 mm z tranzystorami mocy MOSFET, źródło: onsemi; zielona linia oznacza średnicę płytki, niebieska strzałka wskazuje na chip testowy a czerwony prostokąt pokazuje obszar naświetlany w czasie jednego “błysku”
Chip testowy wskazany jest na powyższym zdjęciu niebieską strzałką na zdjęciu powyżej. Zielona linia poprowadzona jest mniej więcej wzdłuż średnicy płytki, która wynosi 300 mm.
Wzdłuż średnic mamy odpowiednio 77 i 74 pełne chipy tranzystorów MOSFET co pozwala wyliczyć, że powierzchnia tranzystora MOSFET to w przybliżeniu 3,90 mm x 4,05 mm = około 15,8 mm2, co oznacza około 3 razy więcej, niż powierzchnia chipu prostego mikrokontrolera np. klasy Cortex-M0. Nawet dyskretne podzespoły półprzewodnikowe mocy, takie jak np. tranzystor MOSFET ze zdjęcia, wymagają stosunkowo dużej powierzchni krzemu.
Na jednej płytce jest około 4400 tranzystorów MOSFET
Uwzględniając tzw. uzysk z jednej płytki, otrzymamy około 4000 dobrych chipów tranzystorów. Jedna partia produkcyjna to 25 płytek, co daje ok. 100 tysięcy chipów tranzystorów z jednej partii produkcyjnej. Ponieważ najczęściej takie tranzystory pakuje się na taśmach po 3000 sztuk, to z jednego lotu produkcyjnego mamy 33 taśmy. Zostaje nam około 1000 dobrych tranzystorów z danego lotu. Co z nimi? Przeznaczane sa na próbki dla klientów, do testów inżynierskich itp. Przy dużej produkcji takie końcówki lotów mogą stanowić znaczące ilości, ale ze względu na wymagania jakościowe i umożliwienie śledzenia tego, co działo się z daną partią produkcyjną w jednym opakowaniu jednostkowym (na jednej taśmie), nie miesza się chipów z różnych partii produkcyjnych.
Obszar naświetlania i chipy testowe
Na zdjęciu powyżej jest jeszcze jeden element, czerwony prostokąt zawierający tylko jeden chip testowy. Można zauważyć, że cała płytka jest wypełniona takimi prostokątami. Mieści w sobie 6 x 8 chipów, a jego wymiar to około 24,3 x 31,2 mm.
W artykule pt. Fotolitografia nie zawsze foto… już opisywałem proces naświetlania: “Obraz z maski rzutowany jest na płytkę, dlatego ten proces nazywany jest fotolitografią projekcyjną. Współczynnik redukcji podany w tabeli określa, ile razy obraz z maski jest zmniejszany względem tego przenoszonego na płytkę. Gdy wynosi 4:1 oznacza to, że obraz na masce jest 4 razy większy od tego na płytce krzemowej. Wszystkie maszyny z tabeli to tak zwane steppery, dlatego określane jest także pole naświetlenia. W jednym procesie naświetlany jest tylko obszar podany w kolumnie jako pole naświetlania, po czym stolik z płytką się przesuwa i naświetlany jest kolejny obszar płytki krzemowej. Dlatego ten proces często nosi nazwę step-and-repeat i z tego powodu maszyny zwane są stepperami. Przykładowo dla płytki o średnicy 300 mm (12”), musimy wykonać >80 kroków/naświetlań (step-and-repeat). Łatwo policzyć że jeden „błysk” musi być w zakresie dziesiątych części sekundy,”.
Dlaczego jest tak dużo chipów testowych na płytce krzemowej?
W tabeli z parametrami maszyn do naświetlania obszar naświetlania najczęściej wynosi maksymalnie 26 x 33 mm, dość zbieżnie z powierzchnią naszego czerwonego kwadratu. Z tego wynika, że do procesów naświetlania w fotolitografii użyto właśnie takich stepperów. To wyjaśnia również duża liczbę, czyli ok. 100 chipów testowych. Na maskach dla każdego naświetlanego obszaru jest jeden chip testowy. Gdyby chcieć zmniejszyć liczbę chipów testowych to musielibyśmy w trakcie procesu naświetlania jednej płytki zmienić maskę. To jest niepraktyczne i nieekonomiczne. Mimo, że zwiększylibyśmy liczbę chipów tranzystorów MOSFET, to zmniejszylibyśmy wydajność maszyny i potrzebowalibyśmy dwóch kompletów masek. Maszyny mają wydajność ok. 200 płytek na godzinę i to oznacza, że w tym czasie wykonują ok. 20 000 naświetleń, czyli “błysków światła UV”. To mniej więcej 2 razy szybciej niż mrugamy okiem. Jak widać, z jednego zdjęcia płytki krzemowej można wyczytać wiele informacji.
 Fotolitografia nie zawsze „foto” – Grzegorz Kamiński opisuje procesy nanoszenia wzorów na płytki półprzewodnikowe
Fotolitografia nie zawsze „foto” – Grzegorz Kamiński opisuje procesy nanoszenia wzorów na płytki półprzewodnikowe  Co warto wiedzieć o litografii High NA EUV?
Co warto wiedzieć o litografii High NA EUV?  Specyfika produkcji półprzewodników i dlaczego czasy ich dostaw tak bardzo się zmieniają
Specyfika produkcji półprzewodników i dlaczego czasy ich dostaw tak bardzo się zmieniają 

![Szymon Robak oprowadza po katowickim Laboratorium Badań Kompatybilności Elektromagnetycznej w Sieć Badawcza Łukasiewicz - Instytucie Sztucznej Inteligencji i Cyberbezpieczeństwa. Zapraszamy na film! [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/06/Szymon-Robak-tytulowe.png "https://www.youtube.com/watch?v=gHcP8AajoN4")
![Zapraszamy do obejrzenia filmu i wysłuchania krótkich wypowiedzi prelegentów Hardware Forum 2026 i organizatorów majowej konferencji dla inżynierów z branży elektronicznej: Konrad Bruliński z Lemontech, prof. Krzysztof Kulpa z Politechniki Warszawskiej, Zbigniew Huber z FLC, Ewa Załupska z firmy KROK, Jerzy Kozieł z MPTECH, Grzegorz Potyralski z VIGO Photonics, dr Krzysztof Czuba z Politechniki Warszawskiej, Anna Beata Kalisz Hedegaard z Quantum Security Defence, Adrian Cichosz z Elhurt Dystrybucja Anna Kamińska z Creotech Quantum, oraz Łukasz Jaeszke i Adam Jaeszke z TEK.day [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/05/tytulowe-film-1.png "https://www.youtube.com/watch?v=BgxJVTwYJ-s")