Detekcja trudnych obiektów za pomocą światła niebieskiego
Żaden proces produkcyjny nie może się obejść bez wsparcia czujników, które stanowią integralną część każdego systemu automatyki na liniach produkcyjnych. W zależności od monitorowanego parametru czujniki wpływają na jakość, efektywność oraz bezpieczeństwo procesu produkcyjnego.

Balluf
Czy materiał i kolor obiektów ma znaczenie dla płynności procesów? Inżynierowie zajmujący się projektowaniem maszyn i stanowisk na liniach produkcyjnych wiedzą, że wykorzystując automatykę przemysłową, w szczególności nastawioną na weryfikowanie kompletności elementów, muszą brać pod uwagę charakterystykę przedmiotów obecnych na linii.
Dobrym przykładem jest detekcja wiatraków montowanych w wentylatorach lodówek. Wiatraki występują w kolorach od białego do czarnego, a zadaniem systemu sterowania jest m.in. potwierdzenie, że taki wiatrak został poprawnie zamontowany.
Producent sprzętu potrzebuje weryfikacji kompletności swoich produktów — czyli informacji, że wszystkie elementy, które są standardowo dokładane na linii produkcyjnej, znajdują się na swoim miejscu. Potwierdzenie montażu elementu polega na detekcji z pomocą odpowiednich czujników.
Technologie wykorzystywane do detekcji
Można je podzielić biorąc pod uwagę odległość od danego obiektu. Przykładami zastosowania detekcji działającej z bliskiej odległości są sensory pojemnościowe (wykrywane tworzywa i inne materiały) lub indukcyjne (produkty metalowe). Ogranicza je konieczność „podejścia” do wykonywanego elementu na odległość kilku milimetrów, co w wielu wypadkach może stanowić barierę wykonalności.
Jeżeli nie mamy możliwości detekcji z bliska, wówczas kolejnym wyborem są czujniki optyczne, skutecznie działające na większą odległość, np. 200 mm.
Do tej pory inżynierowie w pierwszej kolejności poszukiwali czujników, które były łatwo dostępne na rynku, czyli wykorzystujące światło czerwone lub laserowe. Różnica między nimi polega na tym, że światło czerwone jest powszechniej stosowane i tańsze. Charakteryzuje się stosunkowo dużą plamką (np. 15 mm × 15 mm z odległości źródła 200 mm) i nie można go skupić na małych elementach. Cechą światła laserowego jest mocniej skupiona plamka i duża precyzja detekcji oraz wysoka powtarzalność, co pozwala łatwiej wykrywać niewielkie obiekty.
Ze względu na przenikanie światła czerwonego i laserowego przez obiekty transparentne, jednym z rozwiązań były refleksyjne czujniki optyczne, oparte na lusterku zamontowanym po drugiej stronie linii. Jednak ze względu na ograniczenia przestrzenne, technologia ta nie mogła być stosowana.
Dziś do dyspozycji inżynierów dostępny jest także trzeci typ detekcji, który pozwala lepiej wykrywać obiekty przezroczyste. Są to czujniki odbiciowe, z eliminacją tła przy pomocy światła niebieskiego.
Wykorzystanie światła niebieskiego
Światło niebieskie ma krótszą falę niż inne kolory widzialnego światła. Trafiając na obiekt, wiązka jest pochłaniana w mniejszym stopniu, przez co może odbić się i wrócić do odbiornika zamontowanego w czujniku. Minimalizuje to zakłócenia wynikające z rodzaju powierzchni danego przedmiotu.
Wiązka światła o barwie niebieskiej, ze względu na długość fali, jest w mniejszym stopniu rozpraszana przez przezroczyste elementy. Oznacza to, że można wykryć obiekt, którego nie rejestrowało światło czerwone. Jest to potrzebne w fabrykach zajmujących się np.:
- obróbką szkła — m.in. w sektorach automotive czy AGD,
- produkcją tworzyw sztucznych, w szczególności opakowań czy butelek,
- produkcją artykułów spożywczych,
- wytwarzaniem pipet, blistrów, czy fiolek na potrzeby farmacji.
Technologia ta staje się naturalnym uzupełnieniem standardowego portfolio czujników. Oznacza to, że firmy, które używają dziś najpopularniejszych rozwiązań, mogą bez kosztownych zmian wdrożyć także czujniki ze światłem niebieskim, wykorzystując je w aplikacjach, które wymagają detekcji przedmiotów transparentnych.
Źródło: informacje prasowe
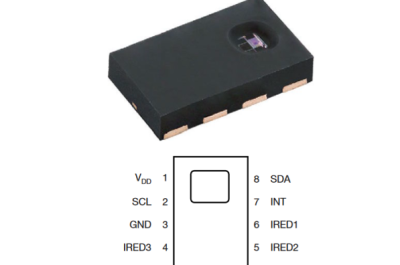 Nowe czujniki światła i zbliżeniowe Vishay
Nowe czujniki światła i zbliżeniowe Vishay  Czujnik odległości i oświetlenia otoczenia oferuje elastyczność projektowania w rozwiązaniach sterowania gestami
Czujnik odległości i oświetlenia otoczenia oferuje elastyczność projektowania w rozwiązaniach sterowania gestami  Jak wytłumić światło otoczenia w odbiornikach LIDAR
Jak wytłumić światło otoczenia w odbiornikach LIDAR