Montaż specjalny zaczyna się przed linią SMT
Czyli jak analiza BOM-u i sprawna komunikacja skracają drogę od projektu do działającej serii.
Linię SMT może zatrzymać nie awaria maszyny, lecz jedno niezamknięte pytanie. Czy brakujący komponent można zastąpić? Czy zamiennik jest rzeczywiście równoważny? Kto akceptuje zmianę i na podstawie jakich danych? W produkcji PCBA mierzymy lead time komponentów, ale rzadziej – czas od wykrycia ryzyka do podjęcia decyzji. Tymczasem właśnie ten „lead time decyzji” często przesądza o jakości, koszcie i terminie.

Projekt gotowy elektrycznie nie zawsze jest gotowy do terminowej i powtarzalnej produkcji. Na zdjęciu Stanisław Chomczyk – Dyrektor Produkcji Ampertronic| źródło: Ampertronic
Najdroższy bywa czas między pytaniem a decyzją
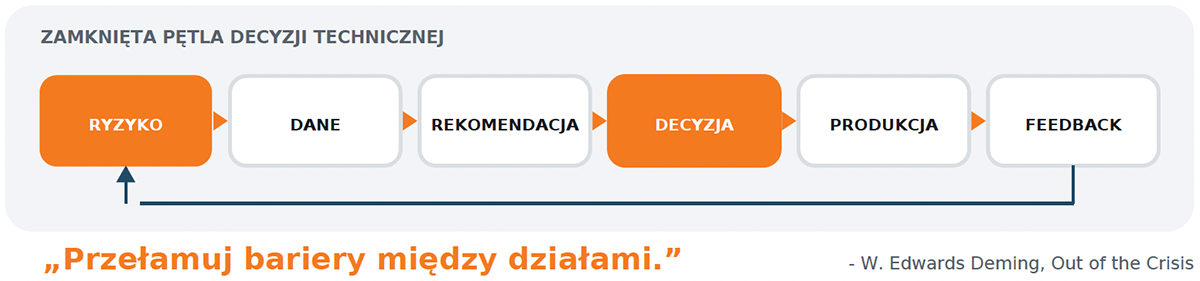
Komunikacja w produkcji elektroniki nie jest miękkim dodatkiem do technologii. Jest częścią procesu. Projektant zna funkcję układu, zakupy – dostępność, technolog – stabilność procesu, jakość – kryteria odbioru, a klient – zastosowanie i konsekwencje awarii. Nikt nie ma pełnego obrazu samodzielnie. Problemem nie jest więc brak wiadomości, lecz brak zamkniętej decyzji. Skuteczna komunikacja techniczna powinna od razu zawierać: opis ryzyka, wpływ na funkcję, koszt i termin, porównanie wariantów, rekomendację, zakres walidacji oraz termin decyzji. Wtedy informacja zaczyna pracować, zamiast jedynie krążyć.
BOM jako mapa ryzyka
Bill of Materials nie powinien być traktowany wyłącznie jako lista zakupowa. Dobrze przeanalizowany BOM jest mapą ryzyka całego produktu. Dla każdej pozycji krytycznej warto sprawdzić cztery obszary:
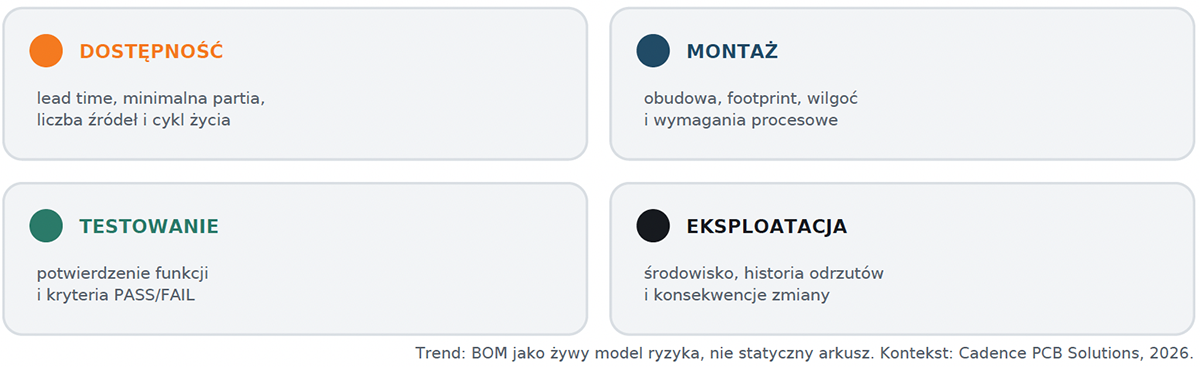
Dostępność od ręki nie czyni komponentu dobrym zamiennikiem. Dwa układy o podobnym opisie mogą różnić się tolerancją, zachowaniem temperaturowym, sekwencją zasilania lub wymaganiami montażowymi. Dlatego alternatywę trzeba wspólnie ocenić, zanim trafi na linię.
Shift Left: informacja, zanim stanie się zmianą
Właśnie na tym polega praktyczny Shift Left: analizę DFM, DFA, DFT i ryzyka dostaw przesuwamy do momentu, w którym korekta jest jeszcze decyzją projektową, a nie zatrzymaniem produkcji. Branżowe podejście DfX coraz częściej łączy projektowanie pod wytwarzanie i testowanie z odpornością łańcucha dostaw. Pytanie „czy układ działa?” trzeba więc uzupełnić o „czy da się go stabilnie produkować przez cały cykl życia?”.

Źródło: colabsoftware.com
Skala problemu jest mierzalna. Według raportu CoLab z 2025 roku, opartego na badaniu 250 liderów inżynierii, 90% badanych zespołów otrzymywało informacje od dostawców zbyt późno. W co trzeciej firmie prowadziło to do znaczących, nieplanowanych kosztów. To nie argument za większą liczbą spotkań, lecz za wcześniejszym i bardziej uporządkowanym feedbackiem.
Przypadek czujnika ciśnienia: zapas to nie jakość
W jednym z realizowanych projektów krytycznym elementem był czujnik ciśnienia. Z wcześniejszych doświadczeń wiedzieliśmy, że podczas testów może wystąpić podwyższony odsetek odrzutu. Zamówienie dokładnie tylu czujników, ile płytek obejmowała seria, tworzyłoby ryzyko niedostarczenia pełnej liczby sprawnych PCBA. Zabezpieczyliśmy więc około 30% dodatkowych elementów.
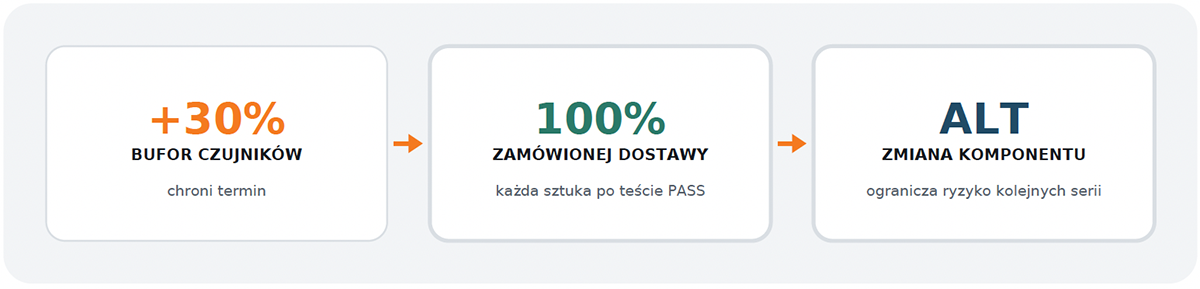
Ten zapas nie zapewnił jakości – zabezpieczył ciągłość i termin. Jakość zapewniły dopiero uzgodnione testy każdej płytki. Klient otrzymał pełną zamówioną liczbę PCBA, a każda przekazana sztuka przeszła test z wynikiem pozytywnym. Najważniejsze wydarzyło się jednak później. Wyniki potraktowaliśmy nie jako koniec kontroli, lecz dane wejściowe do kolejnej rewizji BOM-u. Zaproponowaliśmy inny komponent, pokazaliśmy przyczynę i konsekwencje zmiany, a klient szybko zaakceptował rekomendację. Pętla została zamknięta: wykrycie ryzyka, zabezpieczenie produkcji, test, analiza, rekomendacja i decyzja.
Od testu do kolejnej rewizji
Jeżeli wyniki testów pozostają wyłącznie w raporcie jakościowym, firma traci część zdobytej wiedzy. Powinny wracać do konstruktora, zakupów i zespołu uruchamiającego następną serię. Mogą prowadzić do zmiany BOM-u, zatwierdzenia alternatywy, rozszerzenia testu albo korekty kontroli wejściowej. Warto więc mierzyć nie tylko lead time dostaw, lecz także czas zamykania pytań technicznych, liczbę krytycznych pozycji bez zatwierdzonego zamiennika i liczbę zmian wprowadzanych po rozpoczęciu montażu. Szybkość nie bierze się z pomijania pytań. Bierze się z zadawania ich wystarczająco wcześnie i w formie, która pozwala podjąć decyzję. Montaż specjalny zaczyna się zatem nie przy lutownicy ani na linii SMT. Zaczyna się przy wspólnym przeglądzie projektu, BOM-u, ryzyk i planu testów. We wrześniu rozwiniemy ten temat od strony technologii: pokażemy, kiedy standardowy proces przestaje wystarczać i jakie decyzje trzeba podjąć, aby nietypowy montaż nadal był powtarzalny, testowalny i terminowy.

Więcej informacji: Ampertronic Sp. z o.o.
Kontakt: biuro@ampertronic.pl | +48 533 150 065
 Słabe ogniwa elektroniki: Dlaczego jakość wiązek kablowych i płytek PCB decyduje o Twoim zysku?
Słabe ogniwa elektroniki: Dlaczego jakość wiązek kablowych i płytek PCB decyduje o Twoim zysku?  Zaawansowane urządzenia do montażu SMT na przykładzie automatu P&P RS-2 – analiza technologiczna i zastosowania w nowoczesnej produkcji elektroniki
Zaawansowane urządzenia do montażu SMT na przykładzie automatu P&P RS-2 – analiza technologiczna i zastosowania w nowoczesnej produkcji elektroniki  Techniczne podstawy zapewnienia jakości w produkcji PCBA – podejście procesowe w praktyce EMS
Techniczne podstawy zapewnienia jakości w produkcji PCBA – podejście procesowe w praktyce EMS 


![Szymon Robak oprowadza po katowickim Laboratorium Badań Kompatybilności Elektromagnetycznej w Sieć Badawcza Łukasiewicz - Instytucie Sztucznej Inteligencji i Cyberbezpieczeństwa. Zapraszamy na film! [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/06/Szymon-Robak-tytulowe.png "https://www.youtube.com/watch?v=gHcP8AajoN4")
![Zapraszamy do obejrzenia filmu i wysłuchania krótkich wypowiedzi prelegentów Hardware Forum 2026 i organizatorów majowej konferencji dla inżynierów z branży elektronicznej: Konrad Bruliński z Lemontech, prof. Krzysztof Kulpa z Politechniki Warszawskiej, Zbigniew Huber z FLC, Ewa Załupska z firmy KROK, Jerzy Kozieł z MPTECH, Grzegorz Potyralski z VIGO Photonics, dr Krzysztof Czuba z Politechniki Warszawskiej, Anna Beata Kalisz Hedegaard z Quantum Security Defence, Adrian Cichosz z Elhurt Dystrybucja Anna Kamińska z Creotech Quantum, oraz Łukasz Jaeszke i Adam Jaeszke z TEK.day [materiał redakcyjny]](https://mikrokontroler.pl/wp-content/uploads/2026/05/tytulowe-film-1.png "https://www.youtube.com/watch?v=BgxJVTwYJ-s")